- Автоматизация
- Балка
- MSI
- Лист
- Программное обеспечение
- Изготовление-металлоконструкций
Разработка индивидуальной планировки с учетом особенностей Вашего производства
Подход, использующий технологию управления данными
Каждый бизнес и строительный объект уникальны, и оптимальная конфигурация линии зависит от многих факторов. Voortman использует подход, основанный на технологии управления данными, который учитывает следующие факторы для определения оптимального расположения и конфигурации с достижения целей вашего бизнеса:
- Ваши процессы
- Ваша производственная работа
- Площадь вашего цеха
- Требуемая производительность
- Рабочая нагрузка на станок
- логистика перемещения заготовок по цеху
- Моделирование в режиме реального времени конфигурации действующего производства
- Опыт виртуальной реальности
Ниже приведены примеры конфигурации линий, созданные для клиентов, применяющих этот подход на основе управления данными.
ПРИМЕРЫ ПЛАНИРОВОК
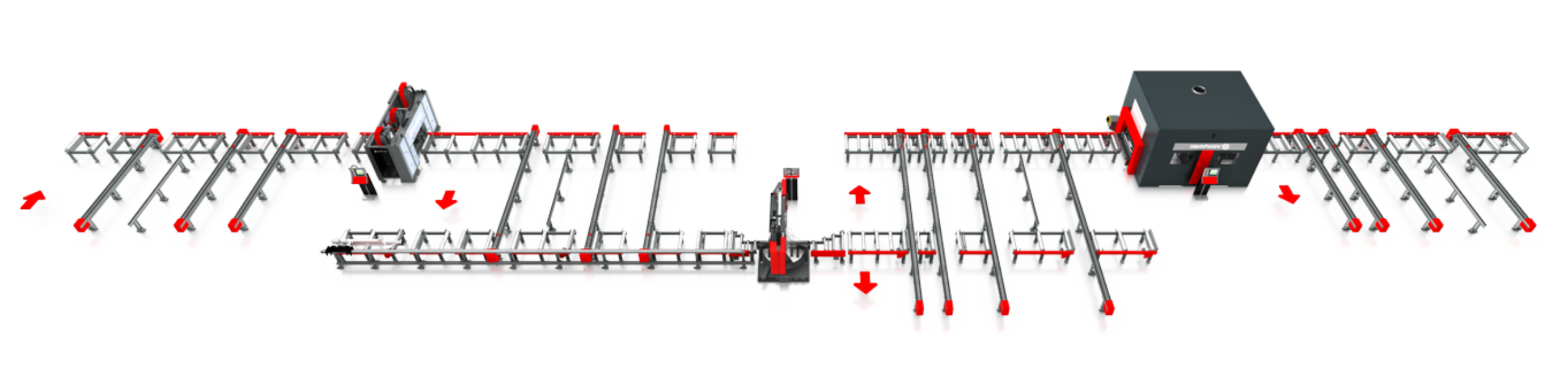
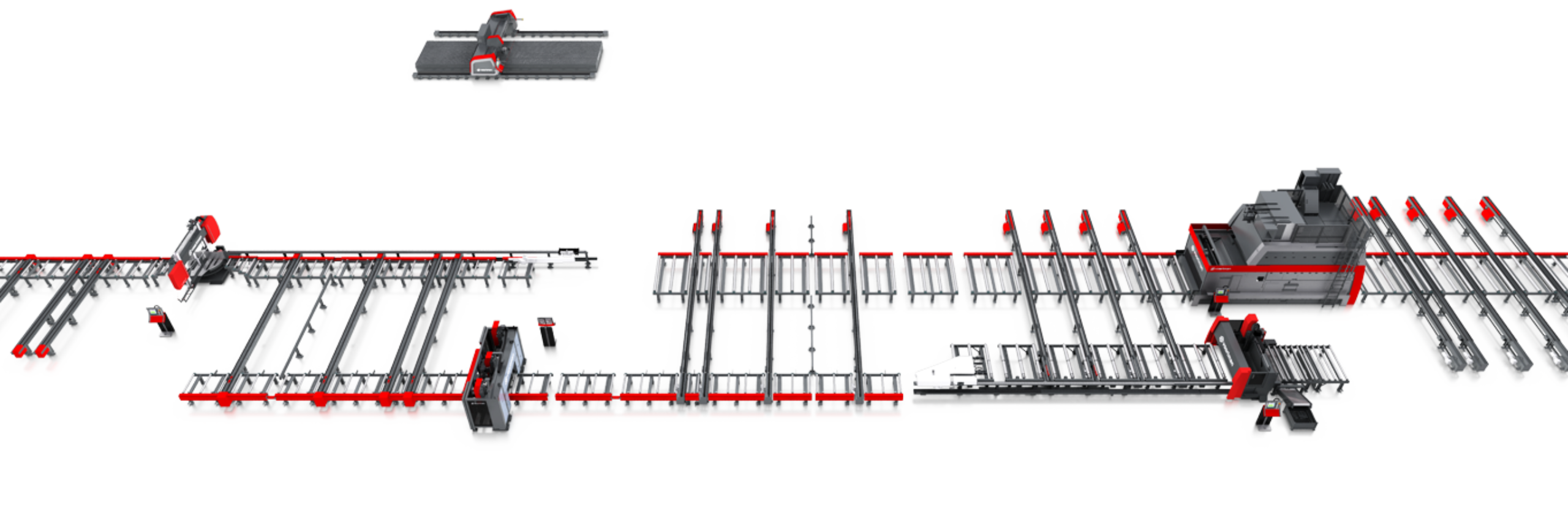
В этом примере показаны планировка и конфигурация линии изготовителя металлоконструкций среднего размера. В этом случае балки размечаются, сверлятся и фрезеруются на V630 / V631. Затем профили автоматически транспортируются к установке пиления VB1050, где они отрезаются в размер. Готовые отрезанные в размер профили, не требующие дополнительной обработки на станке V807, можно перемещать вправо от пилы. Если необходима фигурная термическая резка, профили автоматически перемещаются влево, а затем на установку V807. Здесь производится фигурная резка, подготовка кромок под сварку, разметка и другие сложные резы.
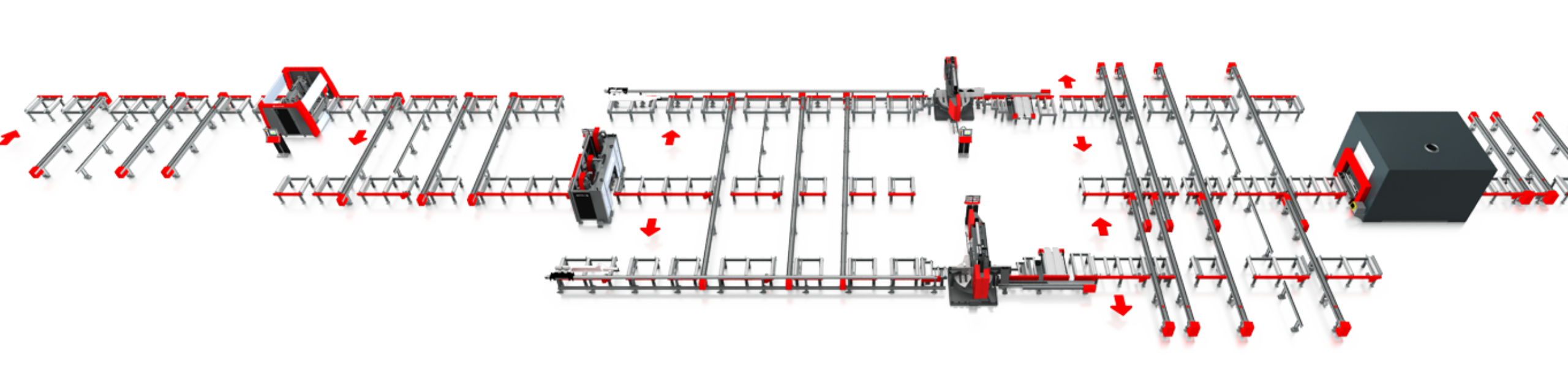
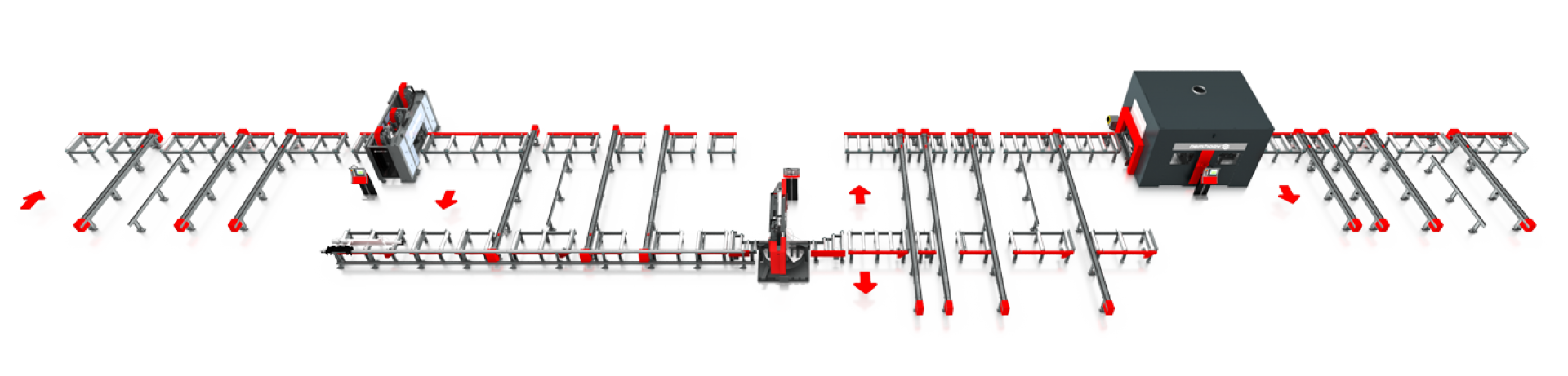
В этом примере показана планировка и конфигурация линии для производителя металлоконструкций с большей производительностью. Аудит показал, что на данном производстве приходится выполнять большой объем работ по разметке профилей, поэтому Voortman дал рекомендации приобрести установку V704, которая будет выполнять только операции по разметке. Таким образом, установка разметки V704 выполняет только разметку, после чего профили перемещаются на установку V630/ V631, где выполняется сверление размеченных профилей. Установка двух станков для пиления в конце производственной линии, а не в начале дает преимущество в скорости обработки, так как требуется меньшее количество измерений заготовки. Необработанные длинные балки могут проходить через установки маркировки и сверления на маршевой скорости без необходимости остановки для проведения измерения.
Эти данные также показали, что заказчик выполняет больше операций пиления, чем среднестатистический клиент. Поэтому для него оказалось весьма целесообразным инвестировать в две установки пиления и систему удаления коротких изделий (SPRS). Размеченные и просверленные профили можно одновременно отрезать по длине, при этом короткие детали автоматически транспортируются с сторону. Если необходима фигурная резка на V807, профили автоматически перемещаются на входной поперечный конвейер установки для дальнейшей обработки, например, для производства фигурной резки, удалении части полок, подготовки кромок под сварку.
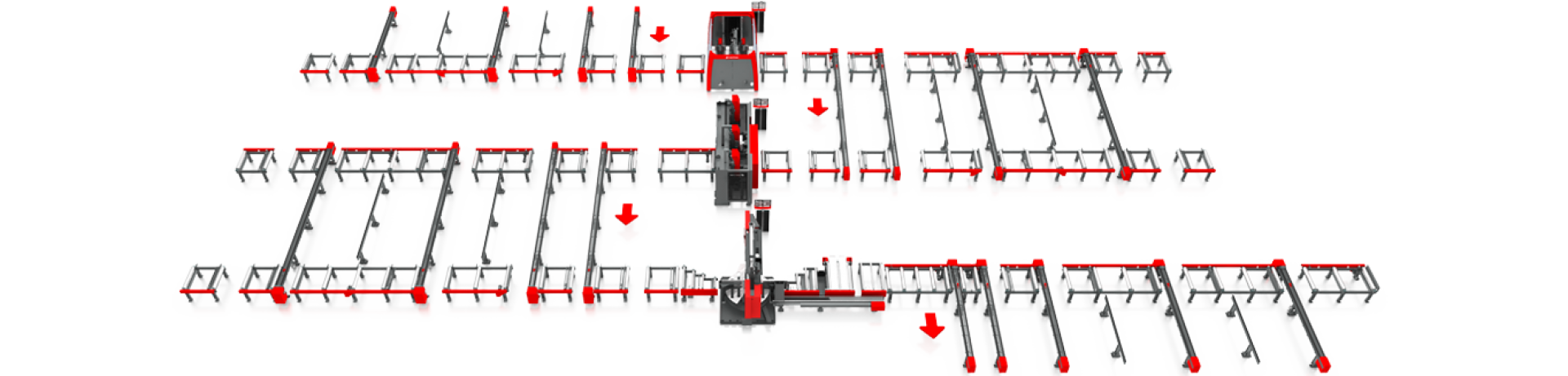
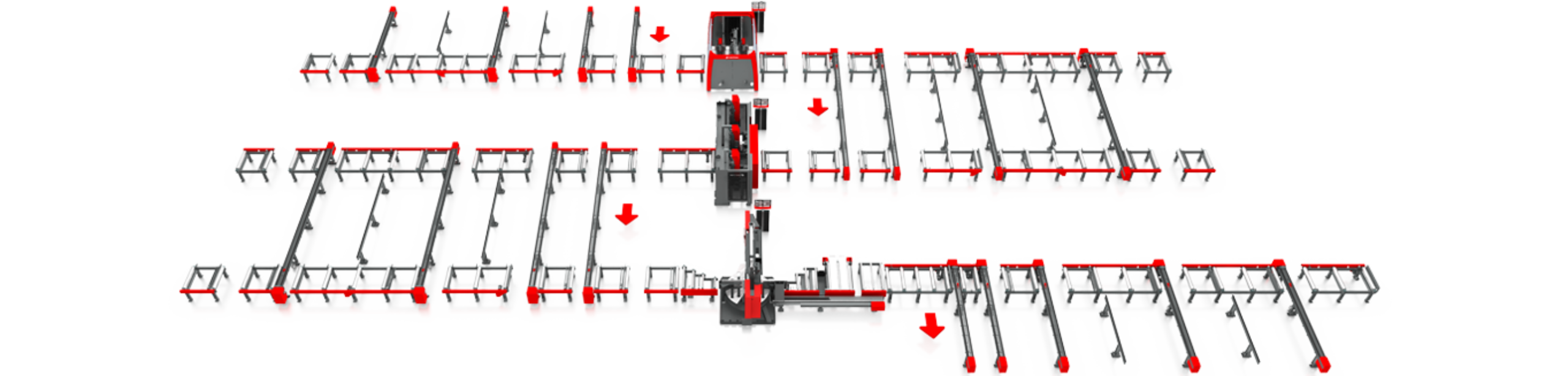
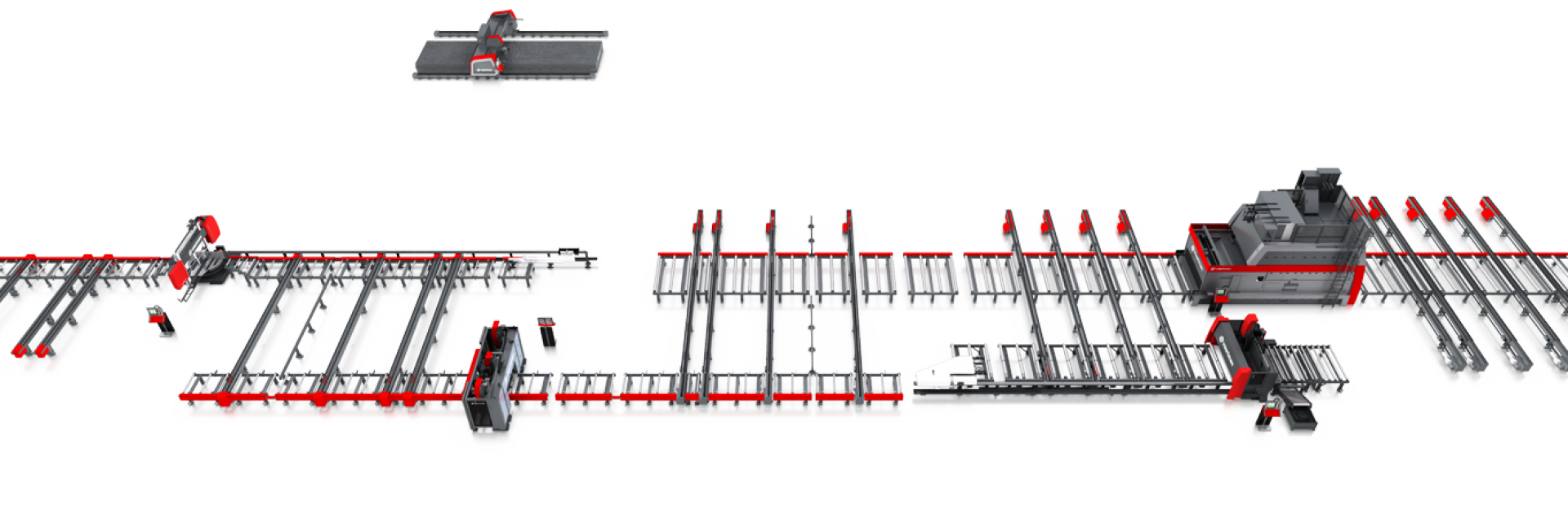
В этом примере показана планировка и конфигурация для клиента с ограниченной площадью цеха. Voortman разработала U-образную конфигурацию линии, позволяющую максимально использовать производственные площади. Установка V807 не была включена в состав этой линии обработки балки, поскольку аудит показал, что объем фигурной резки недостаточен для того, чтобы окупить установку. Аудит также выявил необходимость добавить установку разметки V704, так как необходимо выполнять большой объем работ по разметке. Таким образом, сверлильный станок V630 или V631 может выполнять исключительно операции сверления и фрезерования, что повышает его производительность и пропускную способность. Промаркированные, просверленные и фрезерованные профили отрезаются в размер установкой пиления VB1050 и автоматически транспортируются в сторону на выходной поперечный конвейер.
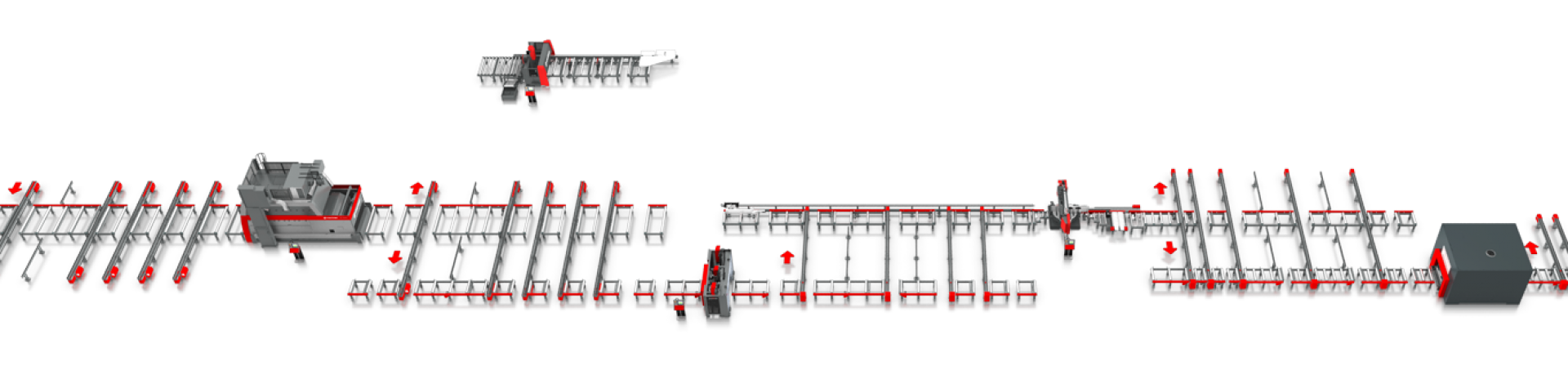
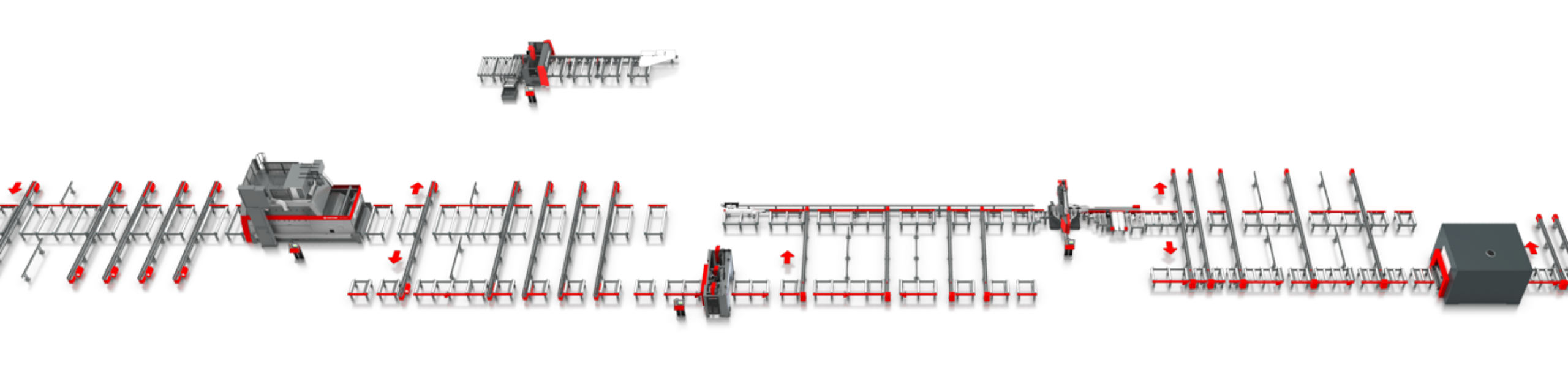
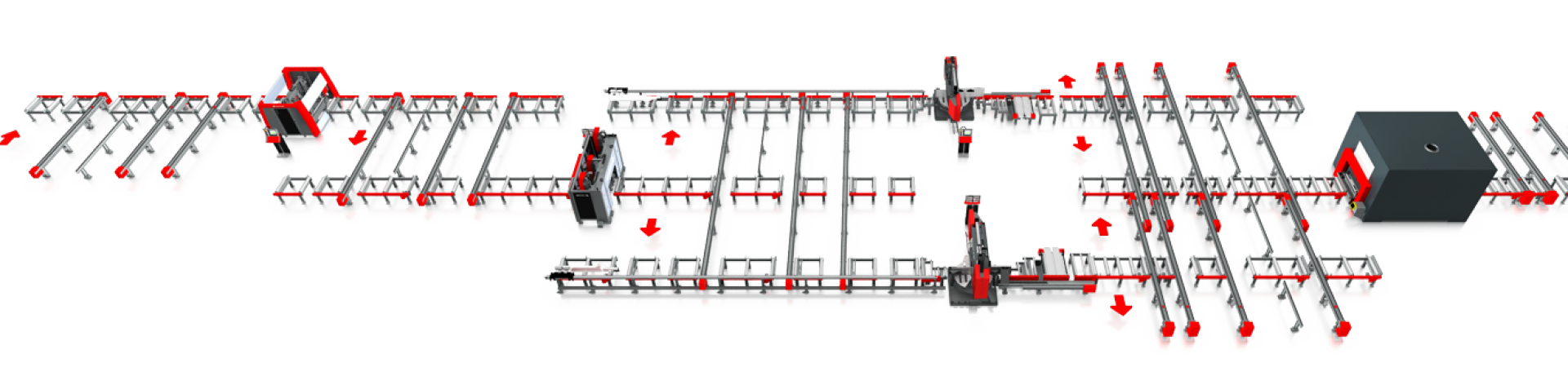
Данная планировка и конфигурация начинаются с установки дробеметной очистки профилей и листов. Преимущество дробеметной обработки в самом начале процесса заключается в том, что это обеспечивает более высокую эффективность и меньший износ камеры очистки. Листы после очистки перемещаются влево для дальнейшей обработки на установке резки и сверления V320. Очищенные балки перемещаются вправо и далее на установку V630/V631 для сверления и маркировки, а затем на установку VB1050 для пиления в размер. Дополнительно к пиле была поставлена система удаления коротких изделий (SPRS) из-за большого колтчества коротких заготовок в производственном процессе. Короткие изделия и изделия, которые не требуют обработки с помощью робота V807, транспортируются на левый поперечный конвейер, а профили, требующие фигурной резки, направляются непосредственно на установку V807.
Как и в примере 4, конфигурация линии начинается с установки дробеметной очистки VSB. Почищенные листы можно обрабатывать на V320, как и в предыдущем примере, однако теперь листы перемещаются автоматически влево к установке для резки и сверления V320, интегрированной в производственную линию. По рекомендации специалистов Voorman был установлен отдельно стоящий станок V304 для резки листов, так как значительный объем в производстве занимают большие детали, такие как элементы мостовых конструкций, усиления в рамных конструкциях, соединительные пластины. Балки после очистки автоматически перемещаются в направлении V630 или V631 для сверления и фрезерования, а далее на установку пиления VB1050. В данном случае нет необходимости в такой опции как система удаления коротких изделий (SPRS), поскольку объем производства мелких деталей не большой.
A fully automated production system
Let's design your layout!
Let's start finding ways to reach your goals! Contact us today for a consultation with one of our experts! With decades of experience, proven solutions and our responsive worldwide service, you can Accelerate Your Performance and make a difference with Voortman and lead the way in your market!