- Металлообрабатывающая-отрасль
- Плазма
- Лист
- Автоматизация
Как снизить затраты на обработку деталей с помощью автоматической подготовки кромок под сварку?
Знаете ли вы, что более 30% от общего объема производства занимают детали, у которых необходимо получать фаску под сварку? Подготовка под сварку главным образом направлена на увеличение площади поверхности кромки изделия для более прочного сварного шва.
Избавляемся от ручной сварки
Чаще всего разделка кромок осуществляется вручную при помощи фрезы, механической строжки или шлифовальной машинки. Это всегда был промежуточный этап между обработкой деталей на режущем станке и сваркой при сборке узла или его фрагмента. Как вы понимаете, это промежуточная, к тому же отнимающая много времени операция, которая является лишь частью производственного процесса и которую можно оптимизировать. Поэтому в настоящее время, в условиях нехватки квалифицированных кадров, а также возрастающих требованиях к производительности, эту операцию можно перенести на установку плазменной резки.
Разделка кромки в автоматическом режиме
С связи с нехваткой квалифицированных кадров и ростом производительности приходится искать альтернативу трудоемким операциям. Теперь многие из них, в том числе и автоматическая подготовка кромок под сварку, могут осуществляться на установке по раскрою листового проката.
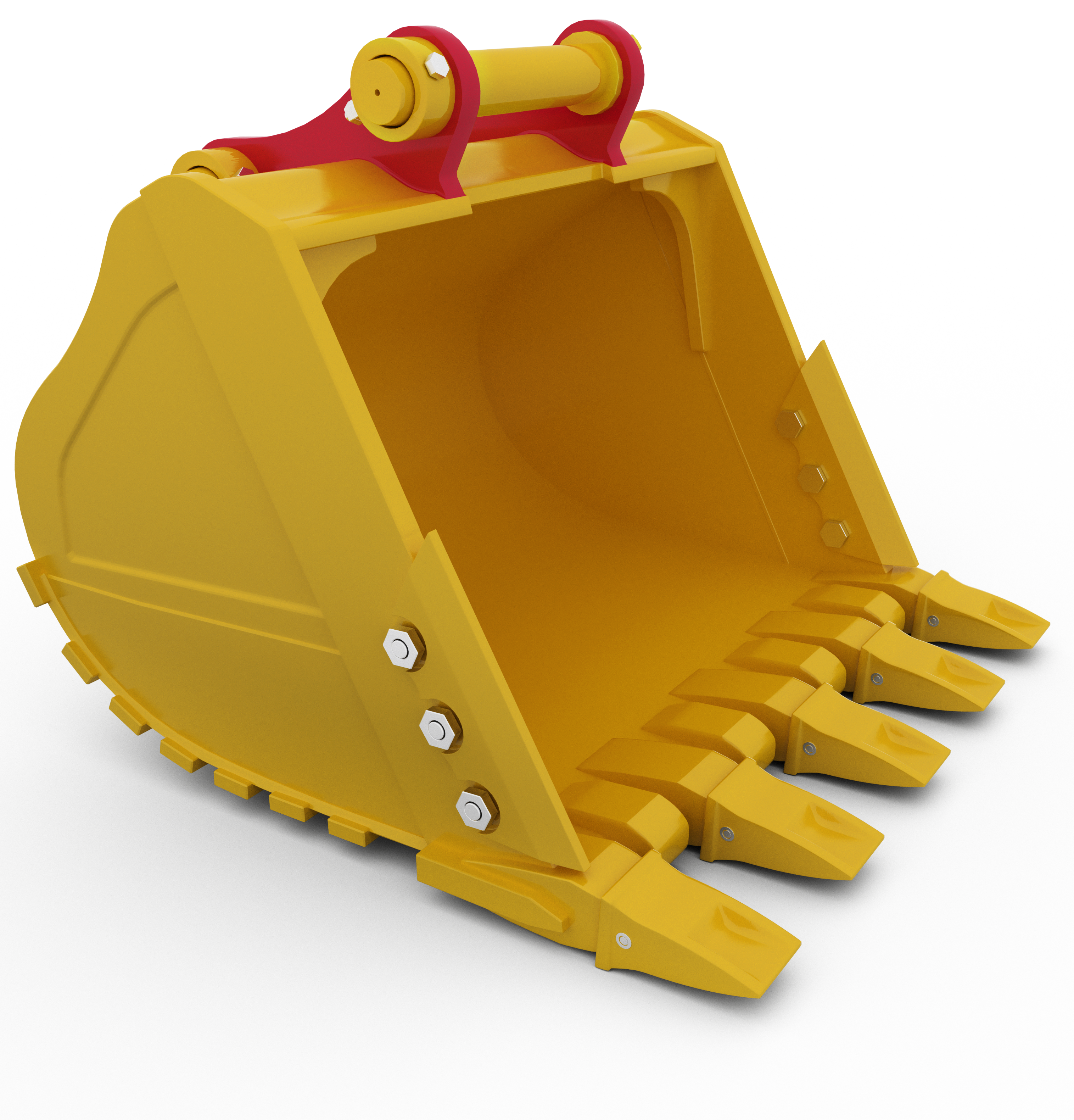
Давайте рассмотрим ситуацию на примере нашего заказчика – ведущего производителя колесных погрузчиков. На фото внизу показана типичая продукция. Фаски вручную при помощи газового резака выполнялись несколько часов (3 или 4). На установке V304 с помощью плазменного резака деталь получили за несколько минут.
Снижение трудозатрат и сокращение ошибок
Экономическая эффективность фасок в автоматическом режиме определяется объемом работ, сложностью заготовок и трудозатратами. Если оператору в течение всего дня на протяжении года приходится работать ручным резаком, то несомненно необходимо рассмотреть автоматический способ подготовки кромок, независимо от стоимости человеко-часа. Но даже в том случае, если объем заготовок с фасками небольшой и может выполняться вручную, получение фасок плазменным резаком на ЧПУ установке имеет преимущество, так как снижает кол-во ошибок.
Экономическая эффективность получения фасок в автоматическом режиме
Если требуется выполнить простые фаски (на прямых резах или V, A-образные), то процесс не является слишком трудоемким, поскольку не требуется большого кол-ва настроек вручную. Если же во время обработки приходится кантовать заготовку или если приходится несколько раз вручную настраивать режимы резки из-за большого кол-ва фасок или фасок сложных форм, ручные настройки формируют значительную часть процесса обработки. Этого удается избежать при применении плазмы на ЧПУ установке плазменной резки.
Если фаски длинные, время обработки с помощью газового резака увеличивается. Это вновь говорит в пользу автоматической разделки кромок на ЧПУ установке плазменной резки. При резке газовым резаком вручную обработка кромки длиной 3 метра займет несколько минут. При резке плазмой процесс займет в 3 раза меньше времени на средних толщинах.
Установки Voortman для обработки листов с возможностью получения фасок в автоматическом режиме
Установки термического раскроя, такие как Voortman V310, V304 или V325, производят подготовку кромок к сварке непосредственно во время резки изделия с помощью 3D резака. Таким образом, исключаются операции по перемещению и фиксации /выравниванию заготовки. Это упрощает логистику заготовок на предприятии и уменьшает объем ручного труда.