





Voortman V325
Wiercenie ciężkich blach, cięcie i frezowanie (bramowe)
Maszyna Voortman V325 z potężną głowicą wiercącą i automatyczną 20-miejscową zmieniarką narzędzi jest przeznaczona do wiercenia w ciężkich blachach, a także cięcia i frezowania. Umożliwia ona obróbkę grubych blach stalowych o grubościach do 100 mm i wiercenie otworów o średnicy do 70 mm, oszczędzając czas w porównaniu z frezowaniem dużych otworów w grubych blachach. Gwałtownie zwiększ wydajność roboczą i poziom automatyzacji dzięki takim funkcjom jak automatyczne usuwanie części, automatyczne gratowanie, plazmowe cięcie kątowe 3D oraz cięcie tlenowe 4.0. V325 idealnie się sprawdzi w cięższych zastosowaniach w rosnących zakładach produkcyjnych.
Wiercenie i frezowanie grubych blach
WIERCENIE OTWORÓW O ŚREDNICY DO 70 MM ORAZ SZERSZE MOŻLIWOŚCI FREZOWANIA
System V325 jest wyposażony w potężną głowicę wiercącą SK50 / CAT50. Wrzeciono obrotowe o dużej mocy 610 Nm ułatwia wiercenie otworów o średnicy do 70 mm za pomocą wierteł węglikowych, a optymalne frezowanie zwiększa możliwości obróbki większych szczelin i innych otworów. Dwie 10-miejscowe zmieniarki narzędzi można wyposażyć w 20 narzędzi o różnych zastosowaniach, uzyskując dostęp do szerokiego zakresu najpopularniejszych procesów, takich jak wiercenie, gwintowanie, pogłębianie czołowe i walcowe.
OBRÓBKA GRUBYCH BLACH PRZY POMOCY PLAZMOWEGO MODUŁU KĄTOWEGO 3D I PALNIKA TLENOWEGO
Przetwarzanie blach stalowych o grubości do 100 mm jest możliwe dzięki potężnemu urządzeniu wiercącemu systemu V325 do wiercenia, cięcia i frezowania, a także dzięki plazmowemu modułowi kątowemu 3D i innowacyjnemu palnikowi tlenowemu.
Automatyczne gratowanie dolnej części i automatyczne usuwanie części
OGRANICZENIE OPERACJI WTÓRNYCH DZIĘKI AUTOMATYCZNEMU GRATOWANIU
Gratowanie jest ważną częścią procesu roboczego, a jego celem jest spełnianie obecnych standardów jakości i wytwarzanie produktów natychmiast dostępnych po przetworzeniu. System V325 jest wyposażony w automatyczne urządzenie do gratowania, które może ograniczyć koszty całkowite każdej części do 30% w porównaniu z ręcznym gratowaniem i wykańczaniem krawędzi części precyzyjnych. Urządzenie do gratowania pomaga również wydłużyć żywotność wiertła, ponieważ nie ma potrzeby wymiany jego materiałów eksploatacyjnych przy pierwszych oznakach pojawiania się zadziorów powstających na skutek pracy zużytych wierteł. Produkty są gotowe do natychmiastowej obsługi bez ryzyka wystąpienia obrażeń spowodowanych przez obecność zadziorów.
ŁATWY PONOWNY MONTAŻ PALNIKA NA WYPADEK KOLIZJI 3D
System V325 jest wyposażony w unikatowy magnetyczny system kolizyjny palnika. W przypadku kolizji palnika z obiektem, takim jak wycięty produkt na stole, ponowne założenie palnika zajmuje zwykle nieco czasu, a w niektórych sytuacjach potrzebne są nawet części zamienne. System kolizyjny palnika Voortman 3D minimalizuje przestoje dzięki łatwemu montażowi palnika magnetycznego, dzięki czemu maszyna może zostać uruchomiona w krótkim czasie.
Zoptymalizowane przemieszczanie między częściami i zmniejszone ryzyko przestojów
TECHNOLOGIA INSTANT CUT
Maszyna jest wyposażona w przełomową technologię Instant Cut firmy Voortman. Została ona opracowana w celu zredukowania przemieszczeń jałowych między cięciami poprzez zoptymalizowanie ścieżek ruchu przy każdym przejściu palnika od jednej operacji do drugiej, podwajając możliwości produkcyjne. Oszczędność czasu zwiększa się wykładniczo w przypadku produkcji małych produktów z otworami, ponieważ za każdym razem, gdy palnik przemieszcza się pomiędzy cięciami, oszczędza się cenne sekundy. Pozwala to zwiększyć produkcję w krótkim czasie. Technologia Instant Cut jest wbudowana w oprogramowanie sterujące VACAM, automatycznie tworzące optymalne połączenie szybkości i jakości podczas produkcji.
KRÓTSZY CZAS POZYCJONOWANIA PALNIKA
Firma Voortman opracowała technologię regulacji wysokości Voortman Heigh Control (VHC), aby skrócić czas pozycjonowania. Optymalizacja ścieżek między cięciami skraca czas pozycjonowania na V325 do minimum, zapewniając najszybszy pomiar wysokości na rynku. Technologia VHC jest stosowana zarówno do cięcia tlenowego, jak i plazmowego z prędkością do 365 mm/s i niezrównanym przyspieszeniem wynoszącym 2000 mm/s2.


WEBINARIUM / Voortman & Hypertherm
JAK USPRAWNIC ZARZADZANIE MATERIALAMI EKSPLOATACYJNYMI DO SYSTEMOW PLAZMOWYCH
Znalezienie odpowiedniego momentu na wymianę materiałów eksploatacyjnych jest kluczowe, prawda? Podczas naszego webinarium z Hypertherm omówiliśmy różne tematy związane z poprawą zarządzania materiałami eksploatacyjnymi do plazmy. Nasi eksperci podzielili się praktycznymi spostrzeżeniami i sprytnymi strategiami, które można natychmiast zastosować w codziennych operacjach. Przygotuj się na przeniesienie zarządzania materiałami eksploatacyjnymi do plazmy na wyższy poziom dzięki naszemu webinarium!

SZCZEGÓŁOWA BROSZURA / Dystrybucja Stali
Przekształć swój proces tworzenia wartości dzięki automatyzacji i cyfryzacji Voortman
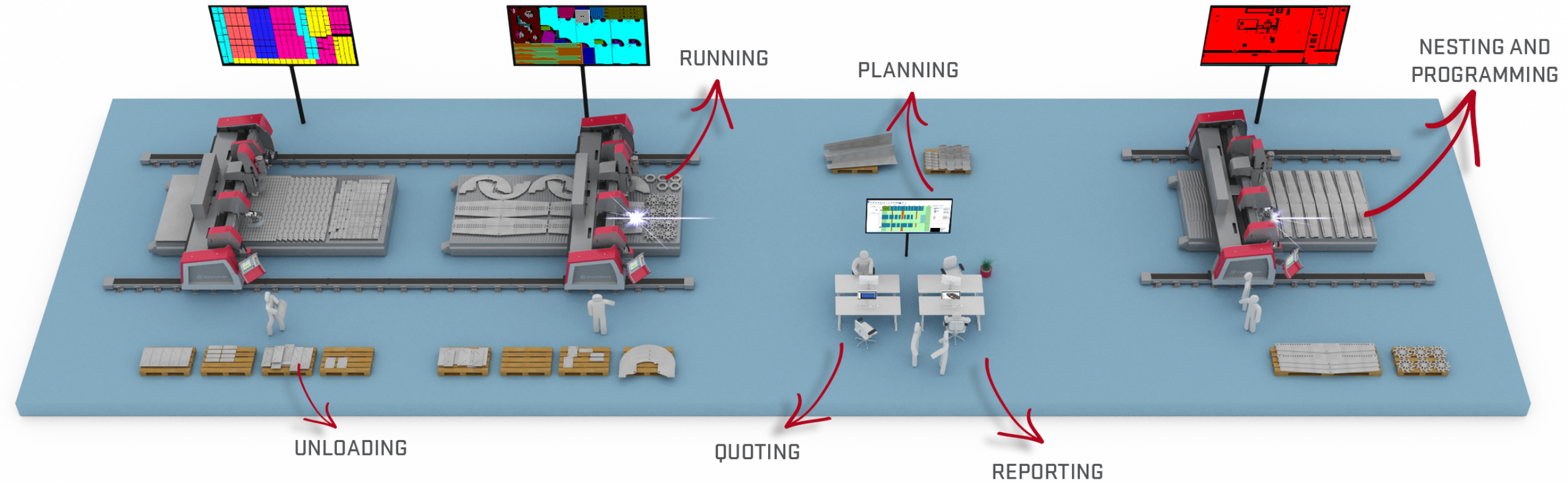
Chociaż nasze maszyny do obróbki blach już teraz zapewniają niezwykłą optymalizację, można poczynić postępy również w innych obszarach działalności. Wdrażając automatyzację i cyfryzację, można zoptymalizować cały proces produkcyjny, od przygotowania pracy po gotowy produkt, eliminując niepotrzebne elementy i wąskie gardła. Zobacz, w jaki sposób cyfrowe rozwiązania Voortman i SigmaNEST umożliwiają efektywne zbieranie, łączenie i analizę danych w czasie rzeczywistym, co pozwala podejmować skuteczne decyzje, które zaprowadzą Twoją firmę w bezpieczną przyszłość.
INTEGRACJA Z HALĄ WARSZTATOWĄ

Generuj oferty bardziej efektywnie, szybciej i dokładniej
Firmy z branży produkcyjnej oraz wytwórnie konstrukcji stalowych korzystają z szybkiego i dokładnego wyceniania. Moduł wyceny daje Twojej firmie wskazanie, ile pracy oczekujesz mieć w przyszłości, jakich materiałów potrzebujesz w magazynie, kim są Twoi stali klienci i ile zamówień możesz otrzymać.
Voortman oferuje prosty moduł wyceny, dzięki któremu można bez problemu przekonwertować wycenę na zlecenie produkcji. Moduł ten oferuje zaawansowane funkcje, dzięki którym zapytania mogą być generowane bardziej efektywnie, szybciej i dokładniej. Dodatkowo dostępna jest baza danych CRM, w której można śledzić zaległe oferty dla poszczególnych klientów. SigmaNEST, z informacjami o przetwarzaniu maszyn Voortman, automatycznie oblicza czasy przetwarzania i pozwala na dostosowanie obliczeń kosztów dla dowolnej części lub procesu towarzyszącego. Dzięki temu możesz sporządzić dokładną ofertę dla klienta na podstawie szybkiego i dokładnego kalkulowania ceny!
Jedno rozwiązanie do zagnieżdżania, które obsługuje wszystkie twoje maszyny
Doskonały program do rozkroju jest prawie tak samo ważny jak sama maszyna. Dlatego wszystkie maszyny do cięcia blach Voortman są wyposażone w jeden z najbardziej zaawansowanych programów do zagnieżdżania: SigmaNEST. Voortman wraz z SigmaNEST oferuje szeroką gamę modułowych i konfigurowalnych funkcji, aby maksymalnie wykorzystać procesy produkcyjne. Oprogramowanie do automatycznego rozkroju jest instalowane na komputerze biurowym, po czym służy do importowania plików i zagnieżdżania ich automatycznie na blachach o standardowych rozmiarach lub na odcinkach resztkowych.
Oprogramowanie oferuje możliwość importowania najpopularniejszych formatów plików w przemyśle stalowym. Moduł importu CAD można dodać i używać do bezpośredniego importowania formatów macierzystych, aby zapewnić utrzymanie wszystkich informacji i wyeliminować podwójną pracę. SigmaNEST generuje specyficzne kody CNC dla maszyny, które zostaną przekonwertowane na wszystkie wymagane operacje za pomocą oprogramowania VACAM. Usprawnij swój proces produkcji i odbieraj z maszyny gotowe części dzięki temu oprogramowaniu do zagnieżdżania!
Zagnieżdżaj bardziej wydajnie, maksymalizuj produkcję i oszczędzaj czas i materiał
Wszystkie maszyny i powiązane programy do obróbki można odczytać na graficznej osi czasu kalendarza i zarządzać nimi z tego centralnego pulpitu. Umożliwia to automatyczne lub ręczne przypisywanie zleceń do konkretnej maszyny na podstawie rodzaju operacji, takiej jak wiercenie i / lub cięcie lub na podstawie wydajności. To narzędzie do planowania umożliwia optymalną wydajność dzięki proaktywnemu planowaniu maszyn i analizie obciążenia!
Gdy Manager Obciążenia jest używany w połączeniu z modułem Kolor Rozładunku, harmonogramy są aktualizowane w czasie rzeczywistym, aby dokładnie odzwierciedlały stan hali produkcyjnej, a operator może zobaczyć, jakie jest następne zadanie. Gwarantowana jest optymalizacja przepływu pracy!
Śledź postępy i dotrzymuj terminów
Po zakończeniu planowania programy są sortowane w kolejce planowania według numeru programu, rodzaju lub grubości materiału, maszyny i szacowanego czasu pracy, a następnie operator rozpoczyna produkcję. Po uruchomieniu programu maszyna podaje instrukcje dla operatora dotyczące prawidłowego montażu narzędzi i materiałów eksploatacyjnych. Technologie takie jak parametry cięcia, parametry wiercenia i parametry frezowania są w pełni zintegrowane z naszym własnym oprogramowaniem VACAM i są automatycznie stosowane na podstawie informacji zawartych w programie. Dlatego operator może skoncentrować się na operacjach ręcznych wokół maszyny.
Wyświetlany jest szacunkowy czas obróbki, a planowanie jest aktualizowane, gdy moduł jest uruchomiony, co pozwala na prognozowanie produkcji na dzień, tydzień lub miesiąc. Wprost widać, gdy określony program rozpoczyna się lub kończy, a zaczyna następny, jaka jest wydajność Twojej produkcji, czy niektóre programy nadal wymagają podziału, czy można dotrzymać terminów i czy outsourcing jest najlepszą opcją.
Śledzenie w czasie rzeczywistym i łatwe rozładowywanie w celu optymalizacji hali produkcyjnej
Na etapie planowania połączono kilka zleceń pracy, co oszczędza czas i materiał, ponieważ zagnieżdżanie odbywa się bardziej efektywnie. Blachy są w pełni zagnieżdżane, wliczając istniejące blachy resztkowe, więc potrzeba mniej czynności. Ważne jest również, aby te różne, zmieszane razem zamówienia były łatwe do rozdzielenia podczas rozładunku. Moduł Kolor Rozładunku to inteligentne rozwiązanie do śledzenia i rozładunku, które eliminuje wątpliwości operatora poprzez wyświetlanie zagnieżdżonych części w kolorach, które mogą być przypisane przez klienta do zleceń pracy lub przepływu przez zakład.
Ponadto operatorowi dostarczane są informacje, takie jak szczegóły lub wymiary części, dzięki czemu operator może przeprowadzić bezpośrednią kontrolę jakości przed przejściem części na następne stanowisko robocze. Jeżeli część została źle wycięta, ponieważ na przykład materiały eksploatacyjne uległy awarii, operator może zaznaczać i odrzucać części w programie do zagnieżdżania. Informacje te można wprowadzić do modułu Kolor Rozładunku, a część automatycznie pojawi się ponownie na liście zleceń pracy w programie do zagnieżdżania, umożliwiając ich przerobienie.
Utwórz pełną integrację MRP / ERP i innych pakietów oprogramowania
SimTrans to menedżer transakcji online, który wypełnia lukę między różnymi systemami oprogramowania, od zagnieżdżania CAD / CAM dla automatyzacji na produkcji do innych systemów firmy (MRP lub ERP). SimTrans umożliwia pracę ze standardowymi formatami baz danych (SQL), interfejsami lub interfejsami plików CSV / TXT i sprawia, że konfiguracja z systemem MRP / ERP jest dość prosta i ustandaryzowana.
SimTrans umożliwia uzyskanie właściwych informacji z różnych systemów oprogramowania w różnych momentach procesu dzięki ciągłemu wzajemnemu przepływowi danych. Wszystkie dane wygenerowane w SigmaNEST można odesłać z powrotem do pakietów MRP / ERP. Dane takie jak szacowany czas przetwarzania, szacowane koszty przetwarzania, użyte blachy, wskaźniki odpadów i aktualizacje statusu dotyczące programów. Ta automatyzacja umożliwia ciągłe śledzenie zleceń pracy poprzez aktualizacje w czasie rzeczywistym i informacje zwrotne. Ale i odwrotnie, jeśli zmiany w zleceniach pracy, magazynie, czasach dostawy lub informacjach o klientach są wprowadzane w systemie MRP, dane te są automatycznie aktualizowane w SigmaNEST.
Dane techniczne
| Voortman V325 | ||
|---|---|---|
| Voortman V325 | ||
| Zakres roboczy | feet | 10 x 20 |
| feet | 10 x 30 | |
| feet | 10 x 40 | |
| Grubość | inch | 1/4-4 |
| Masa pozycjonowania (maks.) | lbs | 20,000 |
| Wiercenie i ustawianie | Serwomotory | |
| Prędkość pozycjonowania X | f/min | 98-1/2 |
| Prędkość pozycjonowania Y | f/min | 88-1/2 |
| Prędkość pozycjonowania Z | f/min | 59 |
| Znakowanie | frezowanie/plasmowy | |
| Drilling and plasma 3D bevel units | 1 | |
| Maksymalny moment obrotowy | lbf*ft | 450 |
| Prędkość wiercenia | obr./min (bezstopniowy) | 0 - 3,500 |
| Zmieniarka narzędzi | 2 x 10 | |
| Uchwyt na wiertło | CAT50 | |
| Średnica wiertła (maks.) | inch | 13/64 - 2-3/4 |
| Gwintowanie | inch | M6 - M36 |
| Plasmowe | aż do (amp) | 400 |
| Palnik tlenowy | 1 | |
| Masa maszyny (podstawy) | lbs | 31,000 |