





- Automatyzacja
- Belka
- MSI
- Blacha
- Oprogramowanie
- Przetworstwo-stali
Projektowanie układu przy użyciu podejścia opartego na danych
Podejście oparte na danych
Każdy biznes i konstrukcja są wyjątkowe, a optymalny układ zależy od wielu czynników. Voortman wykorzystuje podejście oparte na danych, które uwzględnia następujące czynniki, aby określić najlepszy układ i konfigurację, aby osiągnąć cele biznesowe:
- Twoje procesy
- Twoja produkcja
- Twoja przestrzeń warsztatowa
- Twoja żądana wydajność
- Obciążenie robocze na maszynę
- Przepływ produktów w twoim warsztacie
- Symulacja w czasie rzeczywistym podczas produkcji
- Doświadczenia z wirtualnej rzeczywistości
Poniżej przedstawiono kilka przykładów układów generowanych dla klientów przy użyciu podejścia opartego na danych.
NIEKTÓRE PRZYKŁADOWE UKŁADY
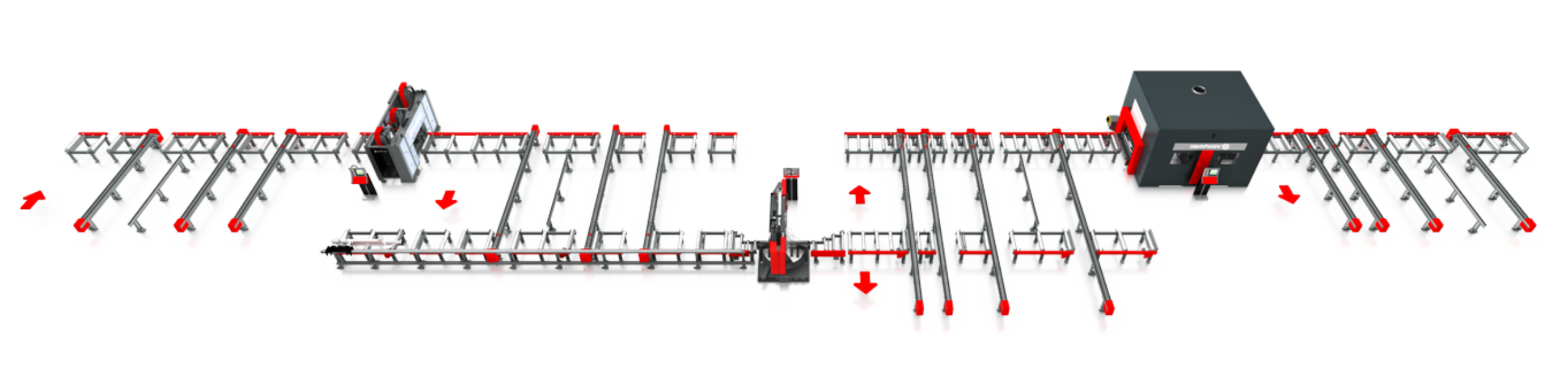
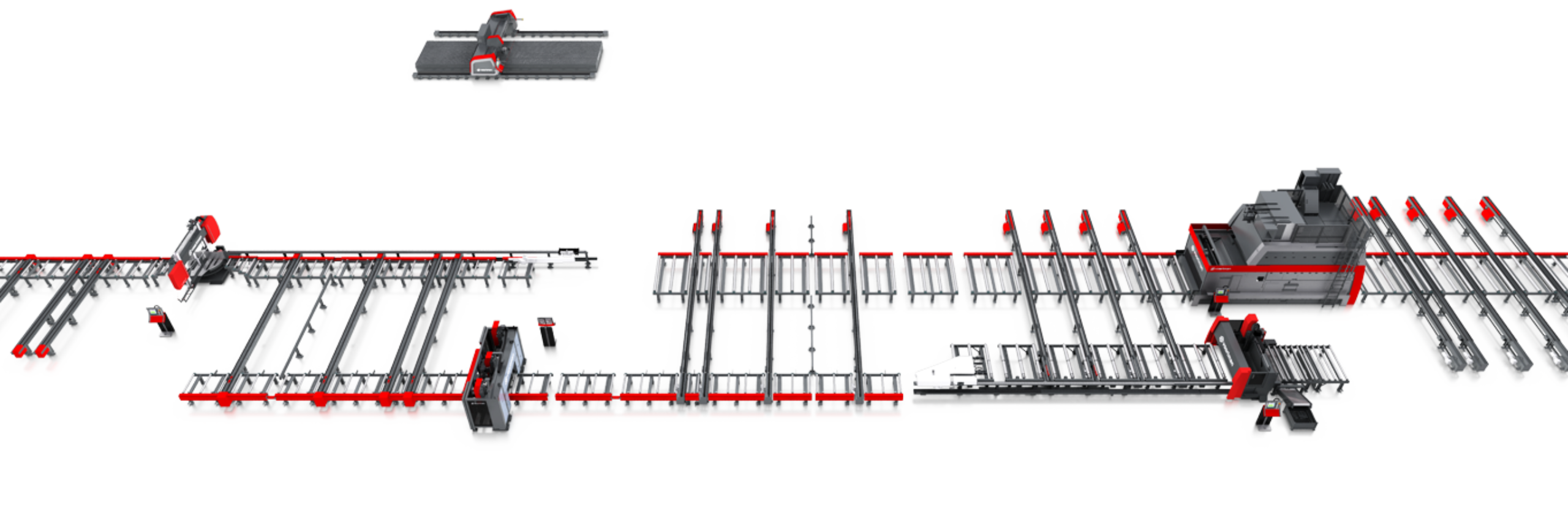
Ten przykład przedstawia układ i konfigurację średniej wielkości linii do przetwórstwa. W takim przypadku rozkrojone belki są oznaczone, wiercone i frezowane na V630 / V631. Profile są następnie automatycznie transportowane do piły VB1050, gdzie cięte są na długość. Gotowe przycięte profile, które nie wymagają dodatkowego przetwarzania przez obrabiarkę V807, można przetransportować na prawo po przejściu przez piłę. Gdy potrzebna jest obróbka końcowa, profile są automatycznie transportowane w lewo i przenoszone do robota V808, gdzie tworzone są wykończenia, odcięcia, przygotowania spoin, oznakowanie układu i inne skomplikowane cięcia.
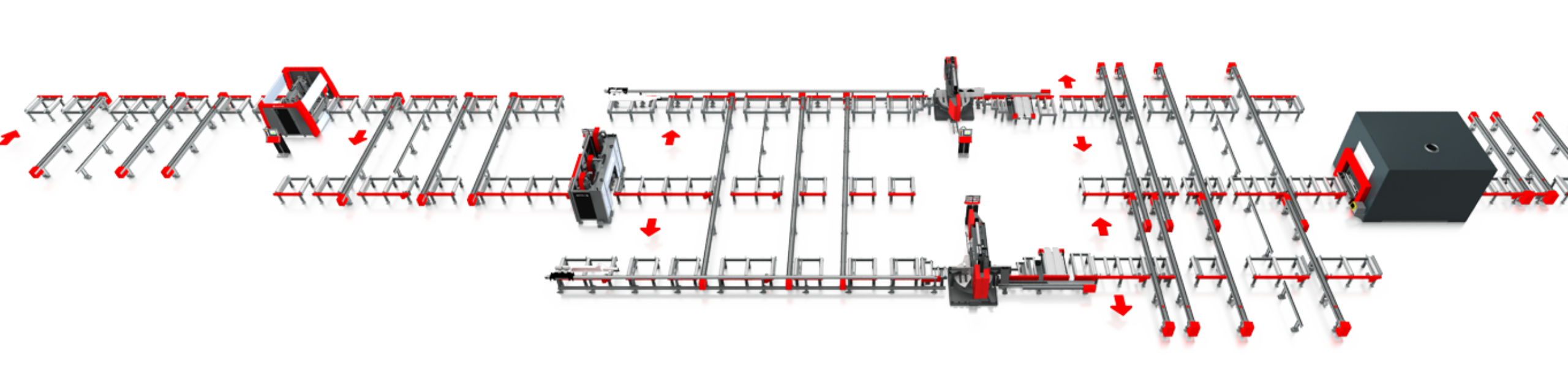
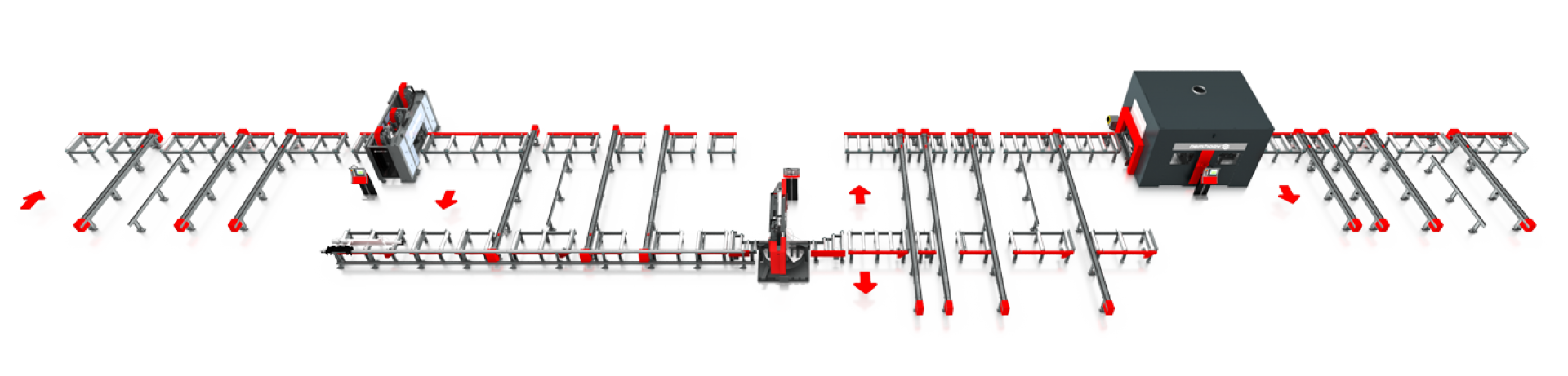
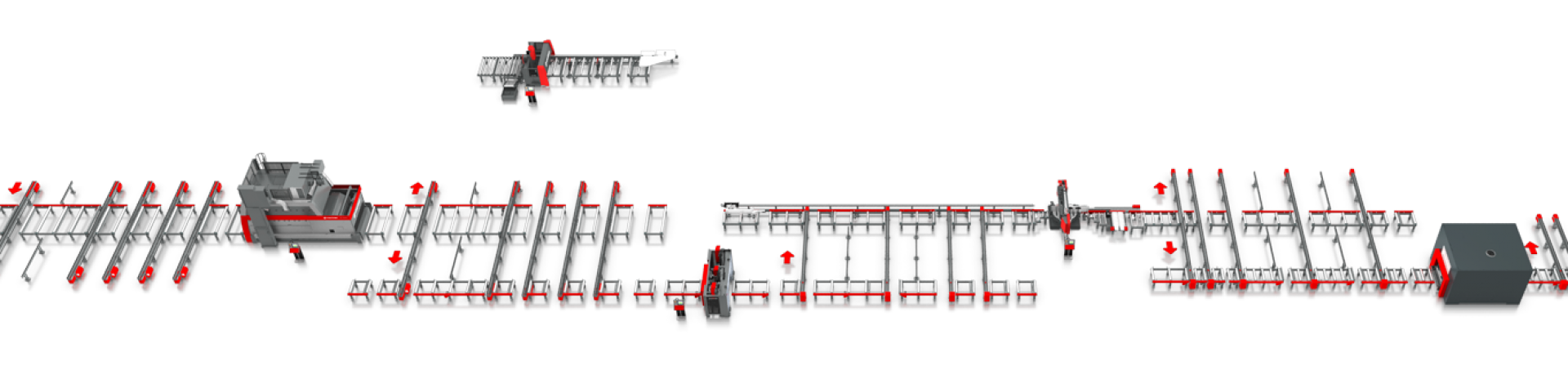
Ten przykład przedstawia układ i konfigurację dla większej linii przetwarzania stali. Analiza Voortman pokazała, że klient miał dużo pracy z oznaczeniami w swojej produkcji, więc do układu zaleca się oddzielną maszynę znakującą V704. Dzięki temu maszyna V704 może skupić się na znakowaniu profili, które są następnie transportowane do V630 / V631, które wiercą oznaczone profile. Pozycjonowanie dwóch pił nieco dalej w linii produkcyjnej, a nie na początku, ma tę zaletę, że wymaga mniejszej liczby pomiarów z przodu. Pełnowymiarowe, profile hutnicze mogą przechodzić przez jednostki oznaczające i wiercące bez konieczności przerywania pomiaru.
Dane pokazały również, że klient wykonuje więcej niż zwykłą liczbę cięć, więc warto zainwestować w wysoce zautomatyzowany proces cięcia z dwoma piłami i systemem usuwania krótkiego produktu (SPRS) w oparciu o wolumen. Oznaczone i wywiercone profile można jednocześnie przycinać na długość, a krótkie elementy są automatycznie transportowane na boki. Gdy potrzebna jest obróbka końcowa V807, profile są automatycznie transportowane do poprzecznego wejścia robota w celu dalszego przetworzenia, np. wykończenia, odcięcia lub przygotowania spoin.
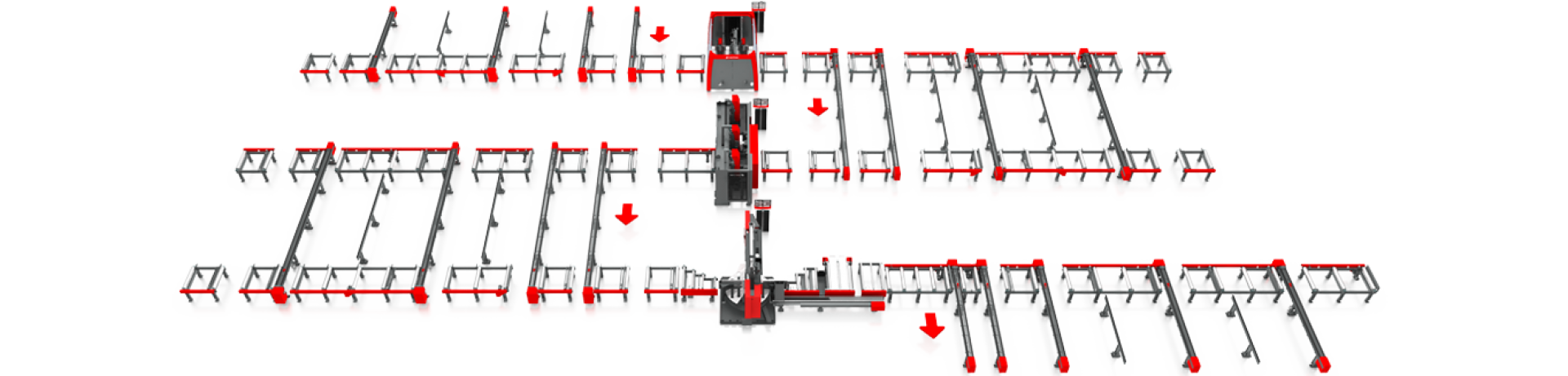
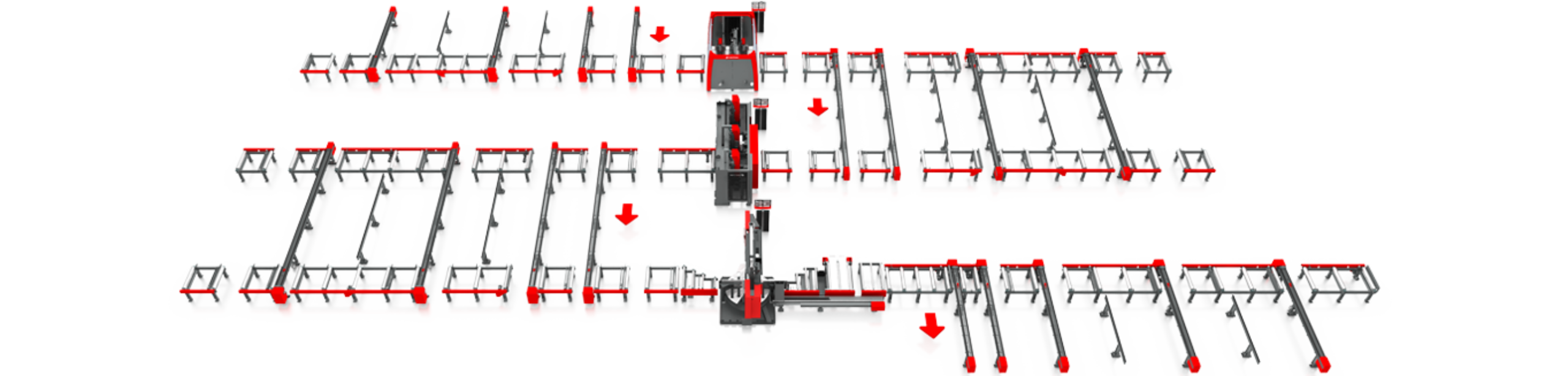
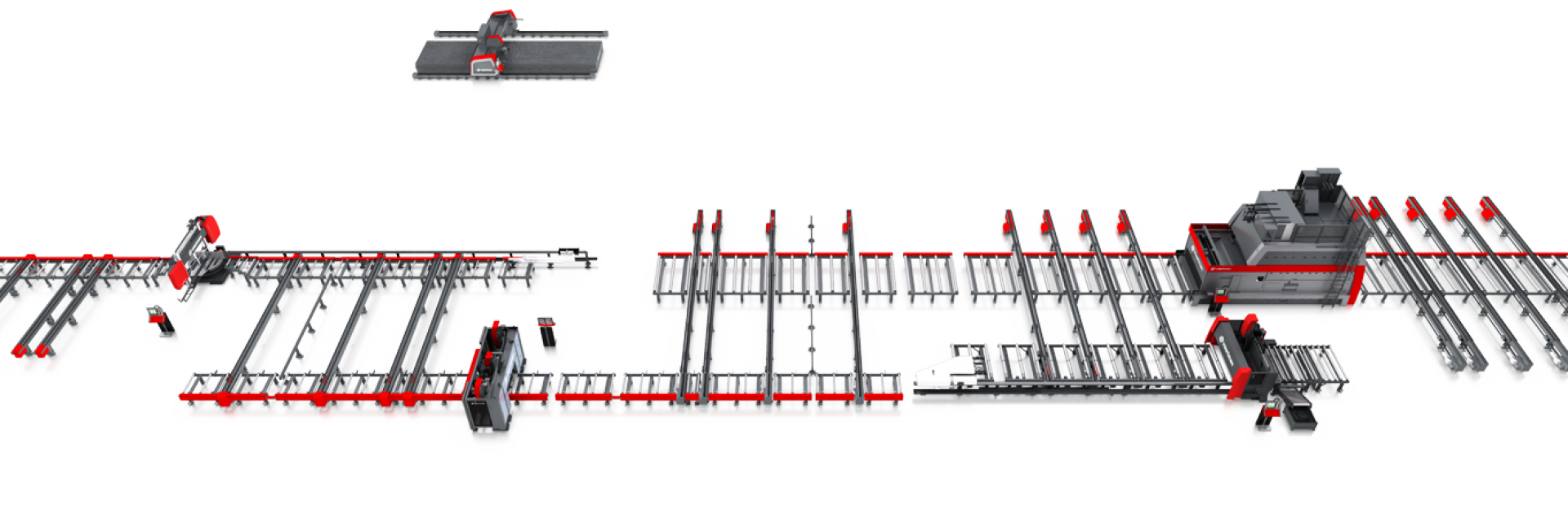
Ten przykład przedstawia układ i konfigurację u klienta, który miał ograniczoną przestrzeń roboczą. Voortman zaprojektował tę podwójną konfigurację w kształcie litery U, aby zmaksymalizować wykorzystanie powierzchni zakładu. Robot V807 nie został uwzględniony w linii, ponieważ analiza wykazała, że klient nie ma wystarczających potrzeb do uzasadnienia inwestycji w tą maszynę. Analiza zaleca także dodanie oddzielnej maszyny do znakowania V704, która będzie zajmować się dużą ilością oznaczeń układu. Dzięki temu wiertarka V630 lub V631 może skupić się wyłącznie na wierceniu i frezowaniu, zwiększając jej wydajność i przepustowość. Oznaczone, wywiercone i wyfrezowane profile są ostatecznie cięte na długość przez piłę VB1050 i automatycznie transportowane na boki po odprowadzających transportach poprzecznych.
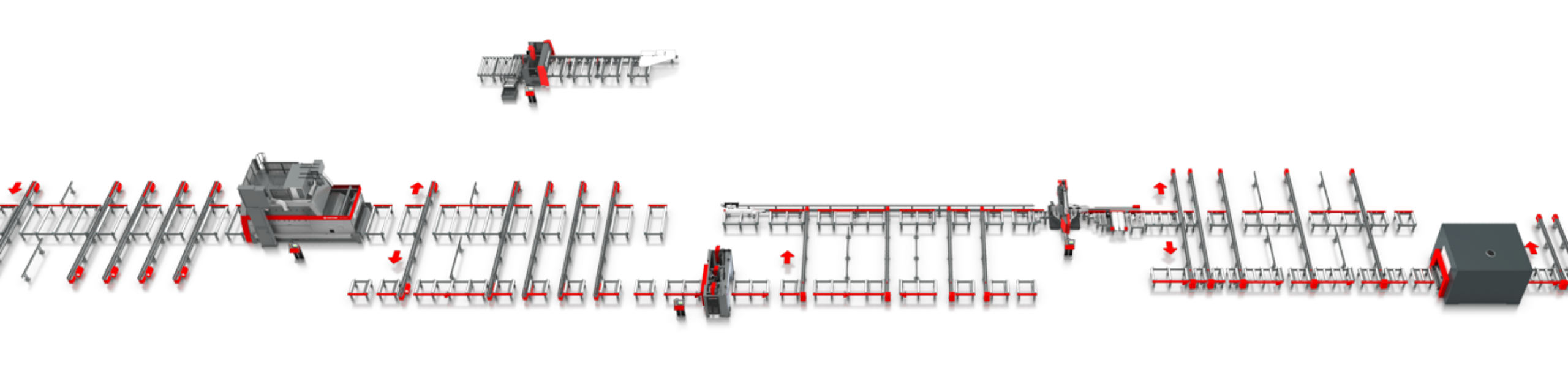
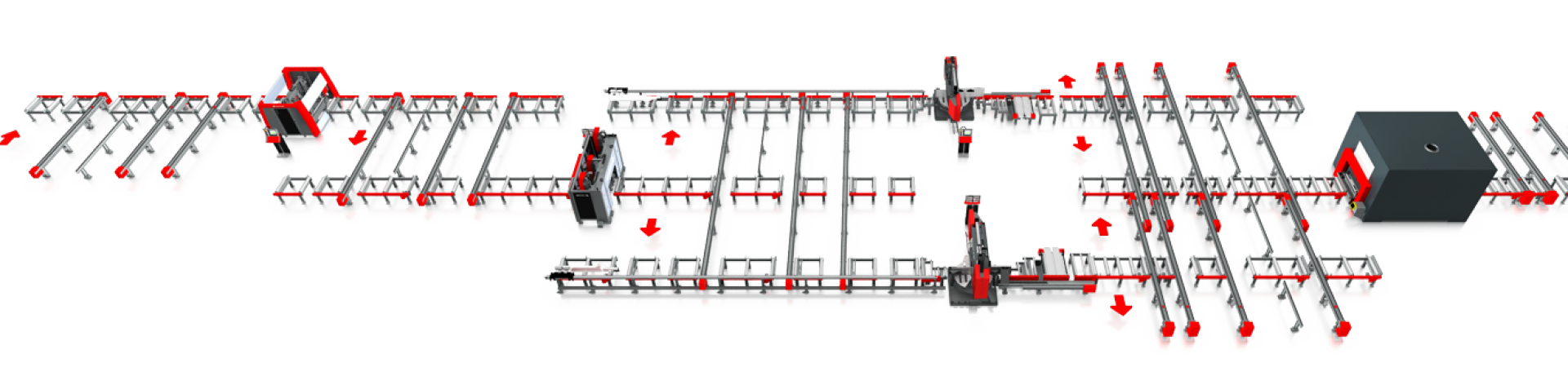
Ten układ i konfiguracja zaczyna się od śrutowania przygotowanych belek i blach. Zaletą śrutowania na samym początku linii jest to, że zapewnia to większą wydajność i mniejsze zużycie urządzenia do śrutowania VSB. Wyśrutowane blachy są transportowane po lewej stronie do cięcia i wiercenia na maszynę do cięcia i wiercenia blach V320. Belki poddane śrutowaniu są transportowane po prawej stronie do V630/V631 w celu wiercenia i oznaczania, a następnie cięte na długość za pomocą piły VB1050. Do piły tego klienta dołączony został system usuwania krótkich produktów (SPRS) w oparciu o ilość krótkich produktów. Krótkie produkty i produkty, które nie muszą być przetwarzane na robocie V808 są transportowane na lewy kanał odprowadzający, podczas gdy profile, które wymagają wykończenia, są wysyłane prosto do V807.
Podobnie jak w przykładzie 4, układ klienta rozpoczyna się od maszyny do śrutowania VSB. Śrutowane blachy mogą być przetwarzane na V320, jak w poprzednim przykładzie, jednak blachy są teraz automatycznie transportowane na lewo do maszyny do cięcia i wiercenia blach V320 podłączonej do linii produkcyjnej. Zaleca się stosowanie wolnostojącej maszyny do cięcia blach V304, ponieważ analiza wykazała, że klient produkuje znaczną ilość większych części, takich jak dźwigary blachownicowe, blachy usztywniające i poprzecznice. Belki poddane śrutowaniu są automatycznie transportowane do V630 lub V631 w celu wiercenia i frezowania, a następnie cięte na długość za pomocą piły VB1050. Klient nie produkuje wystarczająco małych części, aby uzasadnić dodanie w tym przykładzie systemu usuwania krótkich produktów (SPRS).
W pełni zautomatyzowany system produkcji
Zaprojektuj swój układ!
Skontaktuj się z nami, aby omówić swoje cele biznesowe! Skontaktuj się z nami już dziś, aby skonsultować się z jednym z naszych ekspertów! Dzięki dziesięcioleciom doświadczenia, sprawdzonym rozwiązaniom i naszemu responsywnemu ogólnoświatowemu serwisowi możesz przyśpieszyć swoją wydajność, osiągając różnicę z Voortman i być liderem na rynku!