





- Automatisering
- Profielen
- MSI
- Plaat
- Software
- Staalbouw
Het ontwerpen van uw layout door een data gestuurde aanpak
DATA GESTUURDE AANPAK
Elk bedrijf is uniek en een optimale lay-out hangt af van vele factoren. Voortman hanteert een data gestuurde aanpak. Om die ene lay-out en configuratie te bepalen waarmee u uw bedrijfsdoelen kunt behalen, houden we rekening met de volgende factoren:
- Uw processen
- Uw productiewerk
- De beschikbare ruimte in uw werkplaats
- De door u gewenste output
- Werkbelasting per machine
- De flow in uw werkplaats
- Real-time simulatie van de configuratie met draaiende productie
- Virtual Reality Beleving
Hieronder een paar voorbeelden van lay-outs, die we aan de hand van deze data gestuurde aanpak hebben gecreëerd.
EXAMPLES OF LAYOUTS
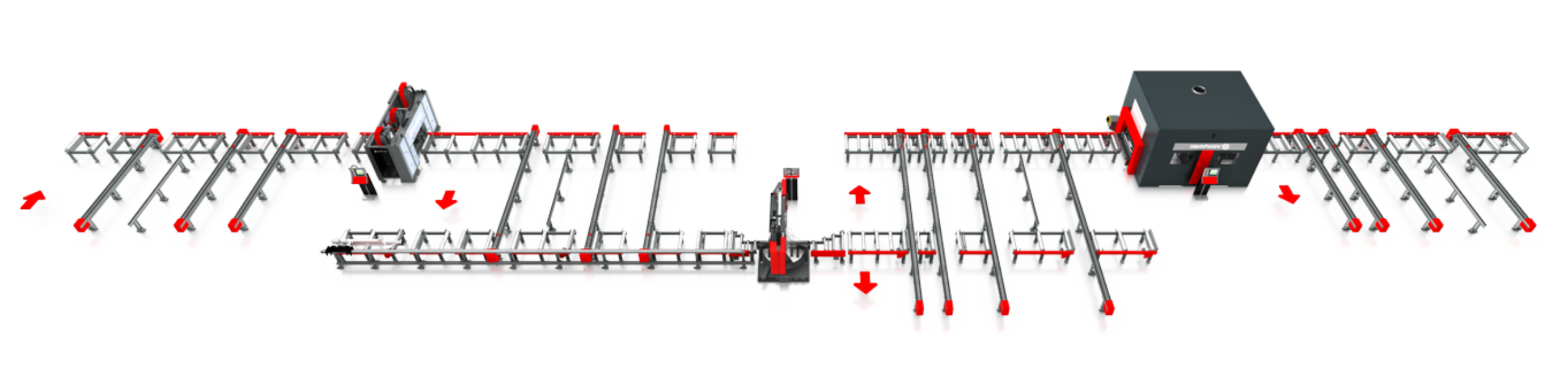
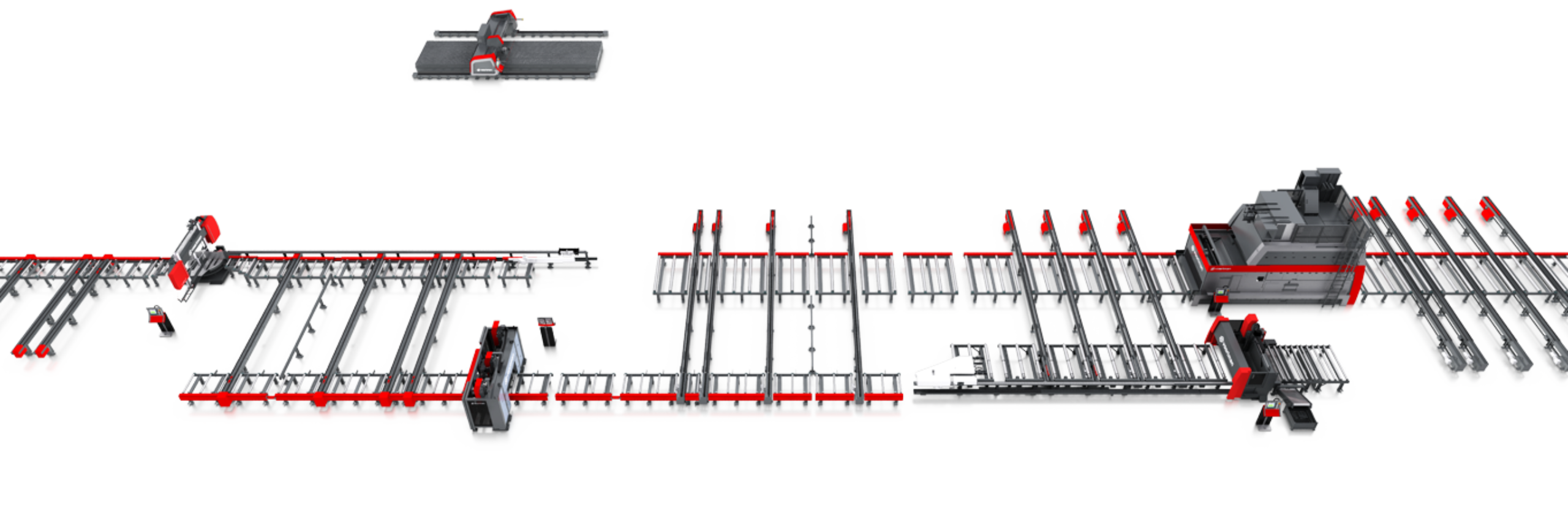
Dit voorbeeld toont een lay-out en configuratie van een middelgrote staalbouwer. In dit geval zijn geneste profielen gemarkeerd, geboord en gefreesd op de V630 / V631. Profielen gaan vervolgens automatisch naar de VB1050 zaag, waar ze op maat worden gezaagd. Afgewerkte, op maat gesneden profielen, die niet extra bewerkt hoeven te worden met de raveelmachine, kunnen na het passeren van de zaag naar rechts worden verplaatst. Wanneer de raveelmachine nodig is, worden profielen automatisch naar links getransporteerd en naar de raveelrobot verplaatst, waarna ravelingen, lasnaadvoorbereidingen, layout-markeringen en andere complexe snedes kunnen worden gemaakt.
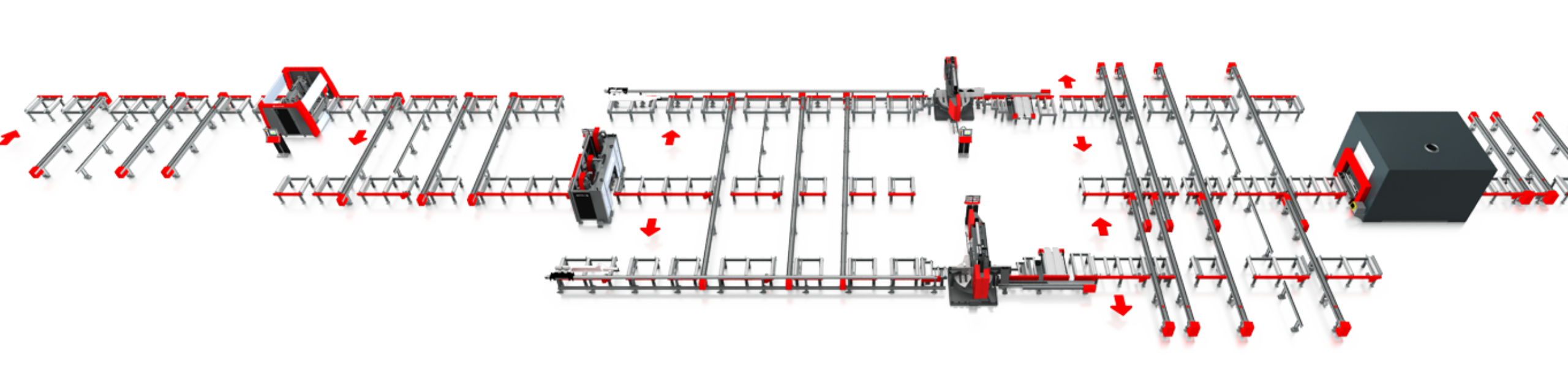
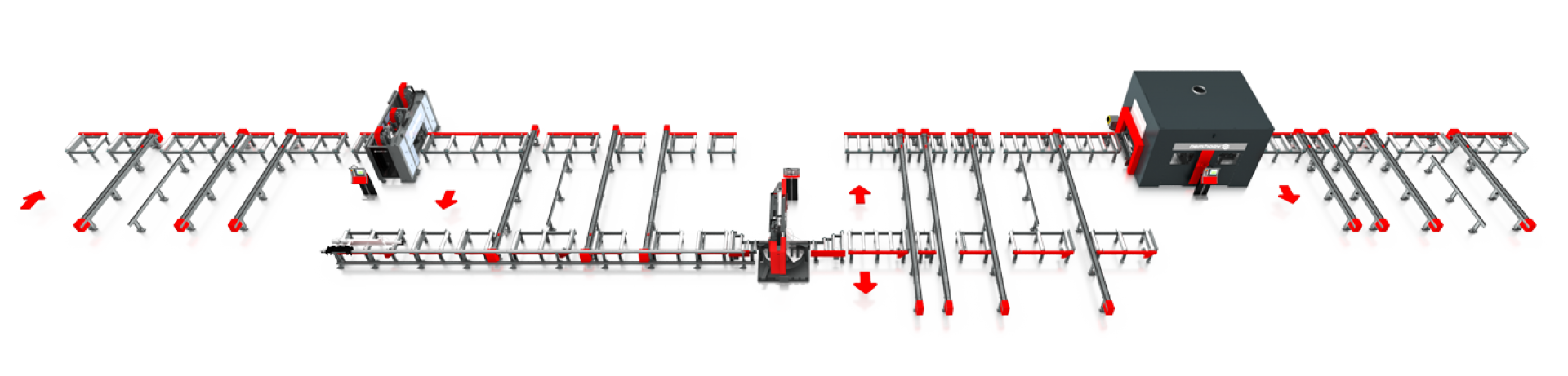
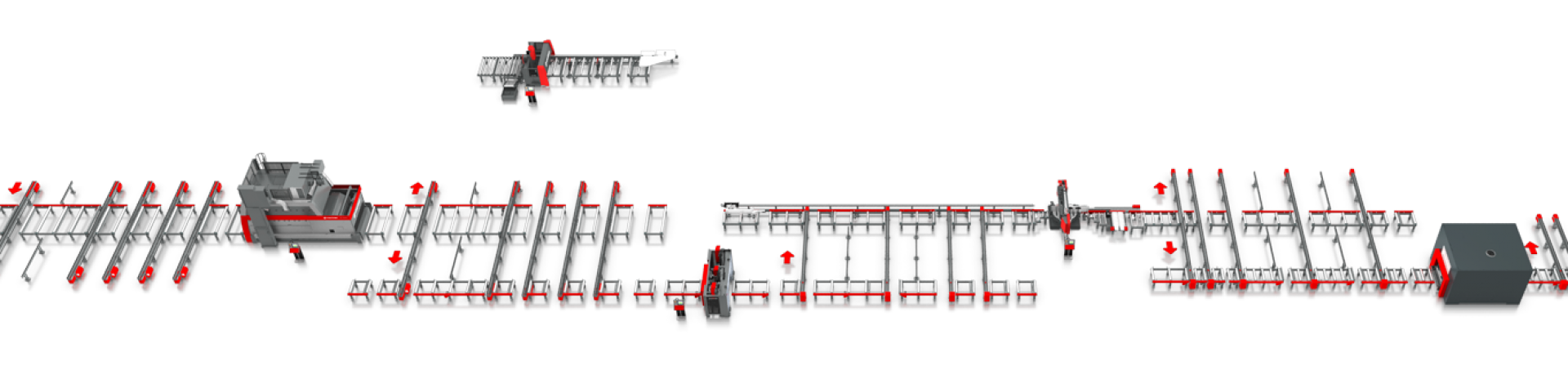
In dit voorbeeld ziet u een lay-out en configuratie bij een grotere staalbouwer. De analyse van Voortman liet zien dat er bij deze klant veel markeerwerk in de productie zat, dus werd voor de opstelling een afzonderlijke V704 markeermachine aanbevolen. Zodoende wordt de markeermachine V704 vooral ingezet voor het markeren van profielen, die vervolgens naar de V630/V631 gaan, waarna de gemarkeerde profielen worden geboord. Door de twee zagen iets verder in de productielijn te plaatsen in plaats van aan het begin, gaat het proces sneller vanwege minder voorkantmetingen. Onbewerkte profielen kunnen over hun volle lengte door de markeer- en booreenheden worden geleid, zonder oponthoud door metingen.
Bij deze klant bleek ook dat er meer zaagsneden nodig zijn dan gebruikelijk. Het was dus de moeite waard om te investeren in een sterk geautomatiseerd zaagproces met twee zagen en een korte stukken afvoersysteem (SPRS), op basis van volume. Gemarkeerde en geboorde profielen kunnen tegelijkertijd op lengte worden gesneden en korte stukken worden automatisch naar de zijkant getransporteerd. Wanneer de raveelrobot nodig is, gaan de profielen automatisch naar de invoer dwarstransporten voor verdere bewerking, zoals ravelingen of lasnaadvoorbereidingen.
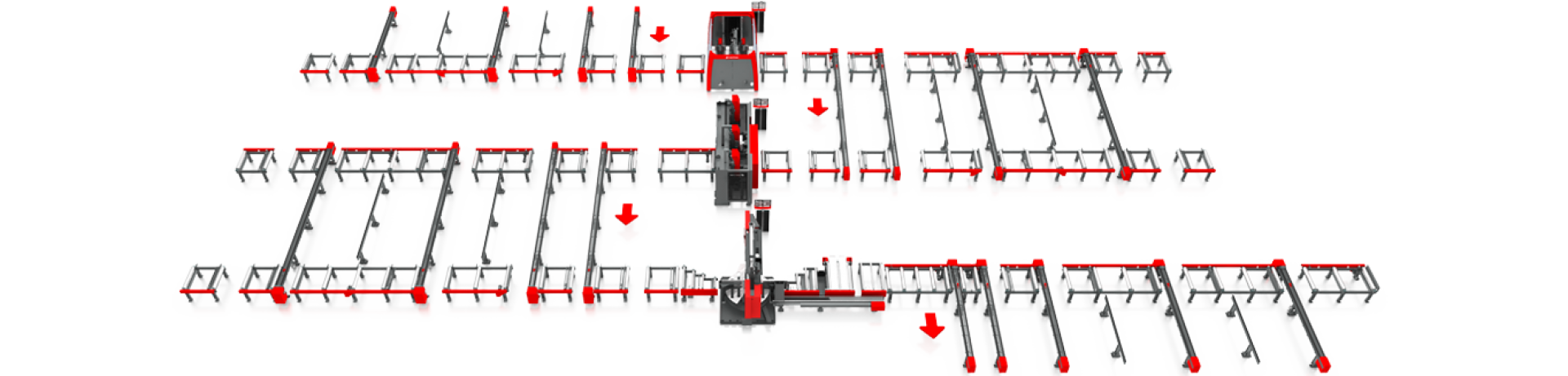
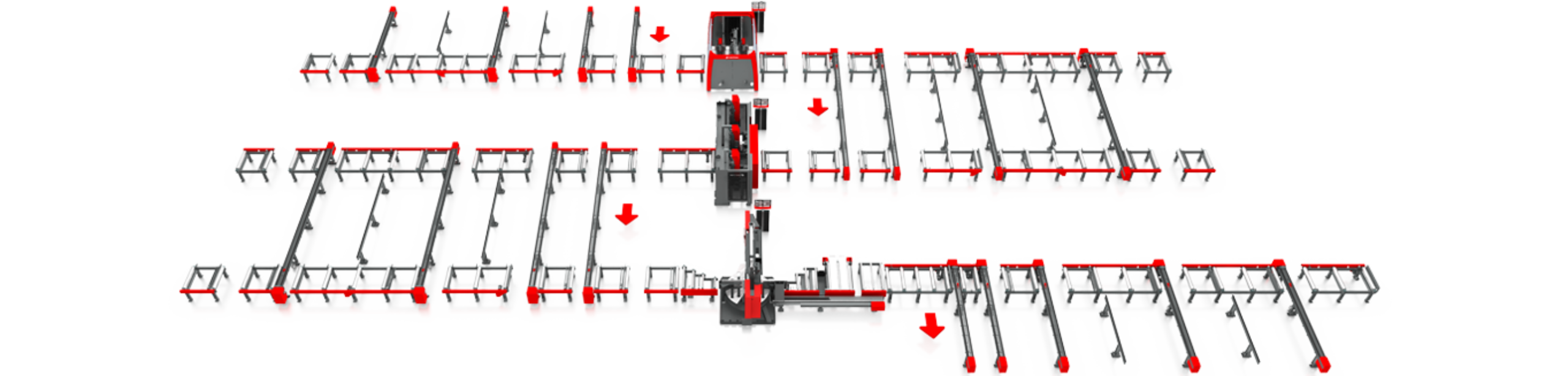
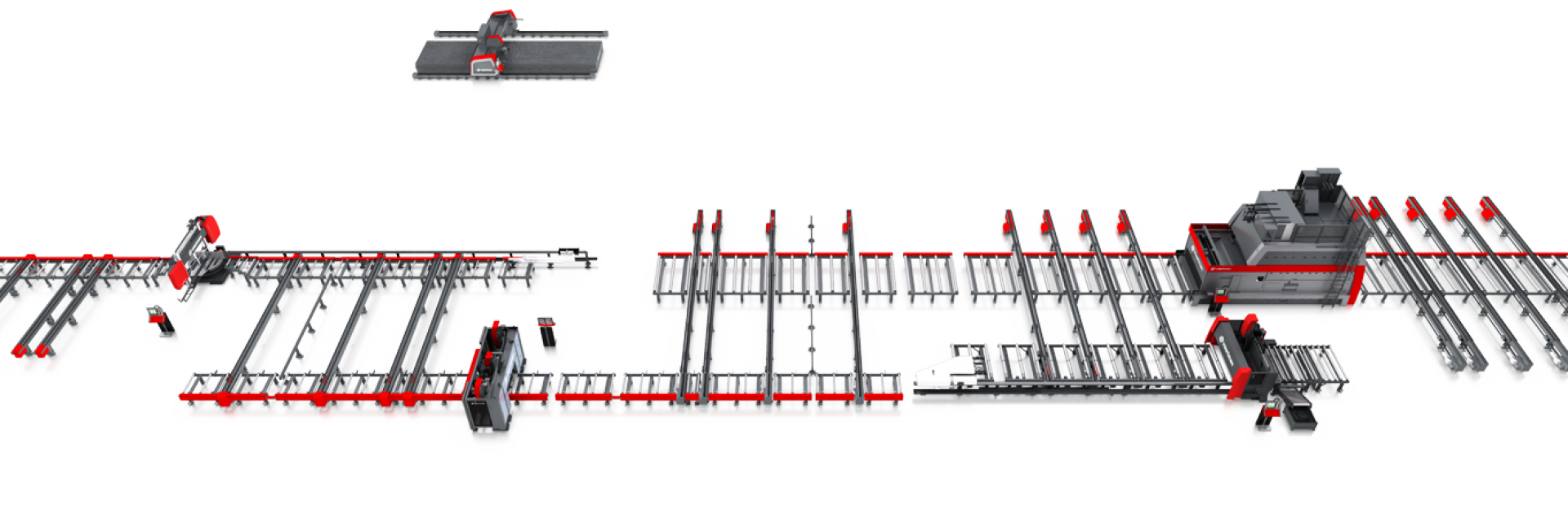
Dit voorbeeld toont een lay-out en configuratie bij een klant met weinig ruimte in zijn werkplaats. Voortman ontwierp deze "dubbele U-vorm"-configuratie om de beschikbare ruimte maximaal te benutten. Een raveelrobot werd niet in deze machinelijn opgenomen, omdat een analyse duidelijk maakte dat deze klant niet genoeg ravelingen nodig had om de investering van zo'n machine te rechtvaardigen. Analyse wees ook uit dat het verstandig was om een aparte V704 markeermachine toe te voegen om een groot volume aan lay-outmarkering aan te kunnen. De V630- of V631-boormachine wordt zodoende uitsluitend ingezet voor boren en frezen, waardoor capaciteit en output worden verbeterd. De gemarkeerde, geboorde en gefreesde profielen worden uiteindelijk door de VB1050 zaag op lengte gezaagd en automatisch naar de zijkant verplaatst via de uitvoer dwarstransporten.
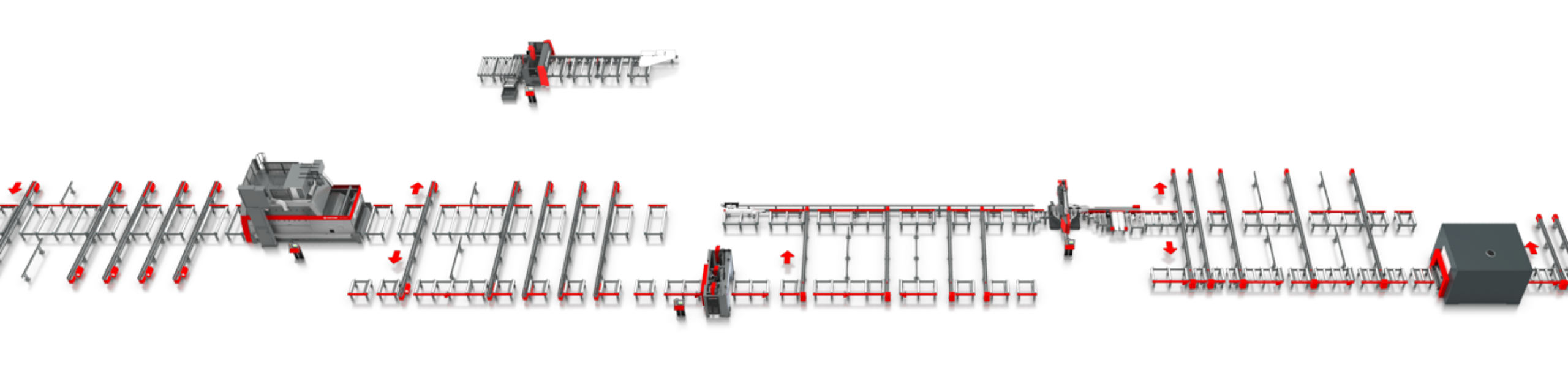
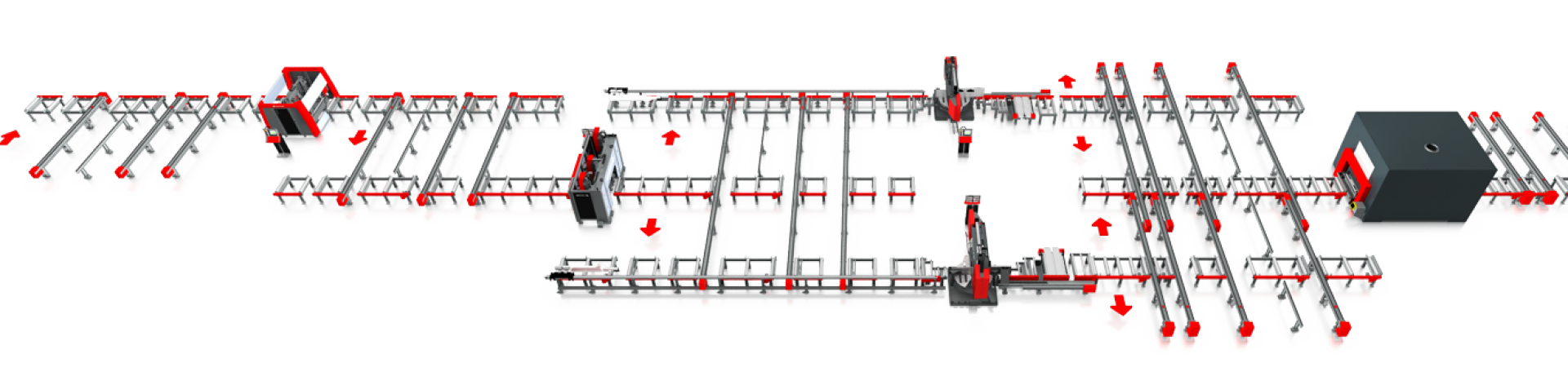
Deze lay-out en configuratie start met het stralen van geneste profielen en platen. Stralen aan het begin van de lijn zorgt voor een hoger rendement en minder slijtage van de VSB-straalmachine. Gestraalde platen gaan naar links, waar ze worden gesneden en geboord op de V320 plaatsnij- en boormachine. Gestraalde profielen gaan naar rechts - naar de V630/V631 - voor het boren en markeren en worden vervolgens op lengte gesneden met de VB1050 zaag. Op basis van de hoeveelheid korte producten in het productieproces van de klant, werd aan de zaag een korte stukken afvoersysteem (SPRS) toegevoegd. Korte producten en producten die niet op de raveelrobot hoeven te worden verwerkt, worden naar linker uitvoer getransporteerd, terwijl profielen die raveling nodig hebben rechtstreeks naar de raveelrobot gaan.
Net als in voorbeeld 4 begint de opstelling van deze klant met een VSB straalmachine. Net als in het vorige voorbeeld kunnen gestraalde platen op de V320 worden bewerkt. Ze gaan nu echter automatisch naar links, naar de V320 plaatsnij- & boormachine die gekoppeld is aan de productielijn. Omdat de data gestuurde analyse duidelijk maakte dat deze klant veel grotere onderdelen produceert zoals plaatliggers en stripverbindingen, werd een afzonderlijke V304 plaatsnijmachine aanbevolen en ook toegevoegd. Gestraalde profielen gaan automatisch naar de V630 of V631 om geboord en gefreesd te worden, voordat de VB1050 zaag ze op lengte zaagt. De klant in dit voorbeeld produceert niet voldoende kleine onderdelen om een korte stukken afvoer (SPRS) toe te voegen.
Een volledig geautomatiseerd productiesysteem
Laten we uw lay-out ontwerpen!
Laten we beginnen met het vinden van manieren om uw doelen te bereiken! Neem vandaag nog contact met ons op voor een gesprek met één van onze experts! Met tientallen jaren ervaring, bewezen oplossingen en onze responsieve wereldwijde service, kunt u uw prestaties versnellen en een verschil maken met Voortman en voorop lopen in uw markt!