





Voortman V325
Perçage, coupe et fraisage de tôles lourdes (passage a travers)
Dotée d'une tête de perçage massive et d'un changeur d'outils automatique à 20 stations, la Voortman V325 est une machine incontournable pour le perçage, la découpe et le fraisage de tôles lourdes. Elle est capable de traiter des tôles d'acier épaisses jusqu'à 100 mm (4") et de percer des trous jusqu'à 70 mm (2-3/4"), ce qui vous fait gagner du temps par rapport au fraisage de trous de grand diamètre dans des tôles épaisses. Augmentez rapidement votre capacité et votre niveau d'automatisation grâce à des fonctions telles que l'évacuation automatique des pièces, l'ébarbage automatique, le chanfreinage plasma 3D et l'oxycoupage 4.0. Vous pouvez compter sur la V325 pour être le cheval de bataille dont votre site de production a besoin pour évoluer.
Perçage et fraisage de tôles épaisses
DIAMÈTRE DE PERÇAGE JUSQU'À 70 MM (2-3/4") PLUS CAPACITÉS ÉTENDUES DE FRAISAGE
La V325 est équipée d'une tête de perçage massive SK50 / CAT50. La puissante broche de couple de 610 Nm perce sans effort des trous jusqu'à 70 mm (2-3/4”) avec un foret carbure. De plus, un fraisage optimisé permet de fraiser des trous oblongs encore plus grands et d'autres ouvertures. Les doubles changeurs d'outils à 10 stations peuvent être chargés avec 20 outils pour diverses applications afin de fournir un large éventail de procédés communs tels que le perçage, le tarage, le lamage et le chambrage.
USINAGE DE TÔLES ÉPAISSES AVEC CHANFREINAGE PLASMA 3D ET OXYCOUPAGE
Usinez des tôles d'acier jusqu'à 100 mm d'épaisseur avec l'unité de perçage, de découpe et de fraisage de la machine V325, le système de chanfreinage plasma 3D et la torche d'oxycoupage révolutionnaire.
Ébarbage automatique du dessous et évacuation automatique des pièces
RÉDUCTION DES REPRISES AVEC ÉBARBAGE AUTOMATIQUE
L'ébarbage est une partie importante du flux de production afin de répondre aux normes de qualité actuelles et de produire des produits immédiatement disponibles après le usinage. La V325 est livrée équipée d'une unité d'ébarbage automatique, qui peut réduire les coûts totaux par pièce jusqu'à 30 % par rapport aux opérations manuelles d'ébarbage et de finition des bords sur des pièces de précision. L'unité d'ébarbage contribue également à prolonger la durée de vie du foret, car vous n'avez pas besoin de remplacer les consommables de perçage dès les premiers signes de bavure dus à l'usure des forets. Les produits sont prêts à être manipulés immédiatement sans risque de blessure à cause des bavures.
CONVOYEUR D'EVACUATION AUTOMATIQUE DES PIECES
Les pièces finies sont séparées du squelette à l'aide d'une table de déchargement automatique des produits et d'un convoyeur à bande motorisé pour automatiser davantage la manutention des pièces. La Voortman V325 peut fonctionner de manière autonome plus longtemps sans nécessiter le déchargement des pièces par un opérateur. L’imbrication des découpes en pont permet d’économiser du temps d’usinage supplémentaire grâce au déchargement d'une ligne de pièces entière en une fois.
Mouvement entre coupes optimisé et risque réduit de temps d'arrêt
TECHNOLOGIE INSTANT CUT
La V325 est équipée de la technologie révolutionnaire Instant Cut de Voortman. Elle a été développée pour réduire les mouvements entre coupes en assurant des trajectoires optimisées à chaque fois que la torche passe d'une opération à une autre, doublant ainsi les capacités de production. Les gains de temps augmentent de manière exponentielle lorsque la production consiste en de petites pièces avec des trous, car chaque fois que la torche se déplace entre les coupes, vous économiserez de précieuses secondes qui s'ajouteront à des augmentations significatives de productivité en peu de temps. La technologie Instant Cut est intégrée au logiciel de contrôle VACAM, qui crée automatiquement un compromis entre vitesse et qualité.
REMONTAGE FACILE DE LA TORCHE EN CAS DE COLLISION 3D
La V325 est équipée d'un système magnétique unique de collision de torche. En cas de collision d'une torche avec un objet tel qu'une pièce découpée sur la table, le remontage de la torche prend généralement du temps et certaines conceptions nécessitent même des pièces de rechange. Le système de collision de la torche Voortman 3D réduit les temps d'arrêt grâce à un remontage magnétique facile de la torche qui permet à votre machine de fonctionner de nouveau en un rien de temps.


WEBINAIRE / Voortman & Hypertherm
COMMENT AMELIORER LA GESTION DES CONSOMMABLES PLASMA
Il est essentiel de trouver le bon moment pour changer les consommables, n'est-ce pas ? Lors de notre webinaire avec Hypertherm, nous avons abordé divers sujets liés à l'amélioration de la gestion des consommables du plasma. Nos experts ont partagé des informations exploitables et des stratégies astucieuses que vous pouvez immédiatement appliquer à vos opérations quotidiennes. Préparez-vous à faire passer votre gestion des consommables plasma au niveau supérieur grâce à l'enregistrement de notre webinaire !

BROCHURE DÉTAILLÉE / Traitement de l’acier
Transformez votre chaîne de valeur grâce à l’automatisation et à la numérisation de Voortman
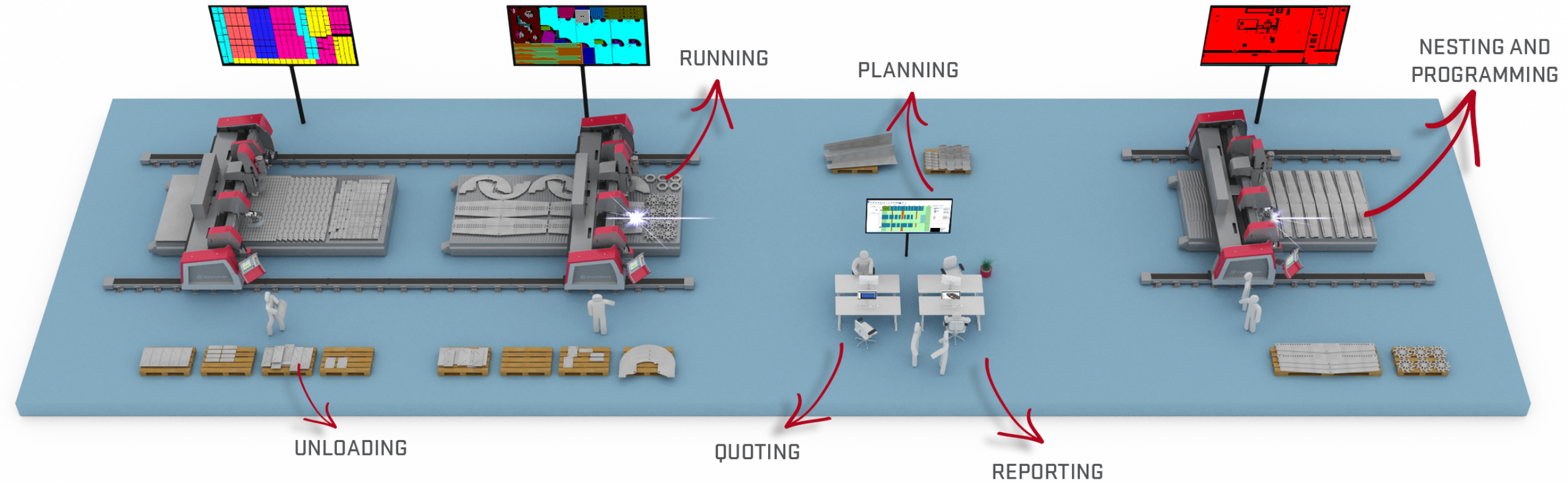
Bien que nos machines d’usinage de platines soient déjà remarquablement optimisées, vous pouvez également progresser dans d’autres domaines de votre activité. En mettant en œuvre l’automatisation et la numérisation, vous pouvez optimiser l’ensemble de votre processus de production, de la préparation du travail au produit fini, en éliminant les éléments inutiles et les éléments problématiques. Découvrez comment les solutions numériques Voortman et SigmaNEST vous permettent de collecter, de connecter et d’analyser efficacement les données en temps réel, afin de prendre des décisions éclairées pour faire évoluer votre entreprise en toute confiance.
INTÉGRATION DANS VOTRE ATELIER

Générer des devis de manière plus efficace, plus rapide et plus précise
Les entreprises de industrielle et de la construction métallique bénéficient de devis rapides et précis. Le module de devis vous donne, en tant qu'entreprise, une indication de la quantité de travail que vous prévoyez d'avoir à l'avenir, mais aussi des matériaux que vous devez avoir en stock, de vos clients habituels et du nombre de commandes que vous pourriez recevoir.
Voortman propose un module de devis simple qui vous permet de convertir un devis en un bon de travail sans aucun effort. Ce module offre des fonctionnalités avancées permettant de générer des devis de manière plus efficace, plus rapide et plus précise. En outre, une base de données CRM est disponible, dans laquelle les devis en suspens peuvent être suivis par client. SigmaNEST, avec les informations de traitement des machines de Voortman, calcule automatiquement les temps de traitement et permet des calculs de coûts personnalisables pour toute pièce ou tout processus secondaire. Cela vous permet d'établir un devis précis et spécifique au client sur la base de votre calcul rapide et exact du prix de revient !
Une solution d'imbrication qui contrôle toutes vos machines
Un excellent programme de mise en tôle est presque aussi important que la machine elle-même. C'est pourquoi toutes les machines de découpe de plaques Voortman sont équipées d'un des logiciels d'imbrication les plus avancés du marché : SigmaNEST. En collaboration avec Voortman, SigmaNEST offre une large gamme de fonctions modulaires et personnalisables pour tirer le meilleur parti de vos processus de production. Ce logiciel d'imbrication automatique est installé sur un ordinateur de bureau, après quoi il est utilisé pour importer des fichiers et les imbriquer automatiquement dans des tôles de taille standard ou des tôles résiduelles.
Le logiciel offre la possibilité d'importer les formats de fichiers les plus courants dans l'industrie métallurgique. Le module d'importation CAO peut être ajouté et utilisé pour importer directement les formats natifs afin de garantir que toutes les informations sont conservées et que les doublons seront éliminés. SigmaNEST génère des sorties CNC spécifiques pour la machine, qui seront converties en toutes les opérations requises via le logiciel VACAM. Rationalisez votre processus de production et sortez des pièces prêtes à l'emploi de votre machine grâce à ce logiciel d'imbrication !
Imbriquer plus efficacement & Gagner du temps et de la matière
Toutes les machines et les programmes d'usinage associés peuvent être lus dans une ligne de temps de calendrier affichée graphiquement et gérés à partir de ce tableau de bord central. Il est ainsi possible d'attribuer automatiquement ou manuellement des bons de travail à une machine spécifique en fonction du type d'opération, comme le perçage et/ou la découpe, ou en fonction de la capacité. Cet outil de planification permet une productivité optimale grâce à une planification proactive des machines et à des outils d'analyse de la charge !
Lorsque le Load Manager est utilisé en conjonction avec le module Color Offload, les horaires sont mis à jour en temps réel pour refléter avec précision l'état de l'atelier et l'opérateur peut voir quel est le prochain travail. L'optimisation du flux de travail est garantie !
Suivre la progression et respecter les délais
Une fois la planification effectuée, les programmes sont triés dans la file d'attente de planification par numéro de programme, type ou épaisseur de matériau, machine et durée d'exécution estimée, puis la production est lancée par l'opérateur. Une fois le programme lancé, la machine donne à l'opérateur des instructions pour assembler correctement les outils et les consommables. Les technologies telles que les paramètres de coupe, de perçage et de fraisage sont entièrement intégrées dans notre logiciel VACAM propriétaire et sont automatiquement appliquées en fonction des informations contenues dans le programme. L'opérateur peut donc se concentrer sur les opérations manuelles autour de la machine.
Le temps d'usinage estimé est affiché et la planification est mise à jour lorsque le module est en cours d'exécution, ce qui vous permet de faire une prévision de la production par jour, semaine ou mois. Il devient directement visible lorsqu'un certain programme commence ou s'arrête et que le suivant commence, quelle est la capacité de votre production, si certains programmes doivent encore être fractionnés, si les délais peuvent être respectés et si l'externalisation est la meilleure option.
Suivi en temps réel et déchargement facile pour optimiser votre atelier
Lors de la phase de planification, plusieurs bons de travail ont été mélangés, ce qui permet de gagner du temps et d'économiser du matériel puisque l'emboîtement est effectué plus efficacement. Les plaques sont entièrement imbriquées, y compris l'utilisation des plaques restantes existantes, ce qui réduit le nombre d'actions nécessaires. Cependant, il est également important que ces différentes commandes mixtes puissent être facilement séparées lors du déchargement. Le module de déchargement des couleurs est une solution intelligente de suivi et de déchargement qui élimine la confusion de l'opérateur en affichant les pièces emboîtées dans des couleurs qui peuvent être attribuées par le client, le bon de travail ou l'acheminement de l'usine.
En outre, des informations sont fournies à l'opérateur, telles que les détails ou les dimensions des pièces, afin que l'opérateur puisse effectuer un contrôle de qualité direct avant que les pièces ne passent au poste de travail suivant. Lorsqu'une pièce a été mal découpée parce que, par exemple, les consommables ont échoué, l'opérateur peut sélectionner et rejeter les pièces dans le logiciel d'imbrication. Ces informations peuvent être introduites dans Color Offload et la pièce réapparaît automatiquement dans la liste des commandes du programme d'imbrication, ce qui permet de la refaire.
Créer une intégration complète avec votre système ERP/MRP et d’autres logiciels
SimTrans est un gestionnaire de transactions en ligne qui fait le lien entre différents systèmes logiciels, de l'imbrication de la CAO/FAO à l'automatisation des ateliers en passant par d'autres systèmes commerciaux (MRP ou ERP). SimTrans vous permet de travailler avec des formats de base de données standard (SQL), des interfaces ou des interfaces de fichiers CSV/TXT et rend la configuration avec un système MRP/ERP assez simple et standardisée.
SimTrans vous permet d'obtenir les bonnes informations à partir de différents systèmes logiciels à différents moments du processus grâce à un flux de données mutuel continu. Toutes les données générées dans SigmaNEST peuvent être renvoyées vers des paquets MRP/ERP. Il s'agit de données telles que les temps de traitement estimés, les coûts de traitement estimés, les plaques utilisées, les taux de déchets et les mises à jour du statut des programmes. Cette automatisation permet un suivi constant des bons de travail grâce à des mises à jour et à un retour d'information en temps réel. Mais aussi à l'inverse, si des modifications des bons de travail, des stocks, des délais de livraison ou des informations sur les clients sont apportées dans le système MRP, ces données sont automatiquement mises à jour dans SigmaNEST.
Spécifications
| Voortman V325 | ||
|---|---|---|
| Voortman V325 | ||
| Plage de fonctionnement | feet | 10 x 20 |
| feet | 10 x 30 | |
| feet | 10 x 40 | |
| Épaisseur | inch | 1/4-4 |
| Poids de positionnement | lbs | 20,000 |
| Perçage et positionnement | Servomoteurs | |
| Vitesse de positionnement X | f/min | 98-1/2 |
| Vitesse de positionnement Y | f/min | 88-1/2 |
| Vitesse de positionnement Z | f/min | 59 |
| Marquage | Fraisage/Plasma | |
| Perçage et unités coupe en chanfrein 3D au plasma | 1 | |
| Couple maximum tête de perçage | lbf*ft | 450 |
| Vitesse de tête de perçage | rpm (en continu) | 0 - 3,500 |
| Changeur d'outils | 2 x 10 | |
| Porte-outil | CAT50 | |
| Diamètre de perçage | inch | 13/64 - 2-3/4 |
| Taraudage | inch | M6 - M36 |
| Plasma | up to (amp) | 400 |
| Oxycoupage | 1 | |
| Poids du châssis | lbs | 31,000 |