





- Automatización
- Viga
- MSI
- Placa
- Software
- Construcion-metalica
Diseño de su disposición utilizando un enfoque basado en datos
Enfoque basado en datos
Cada negocio es único y una disposición óptima depende de muchos factores. Voortman utiliza un enfoque basado en datos que tiene en cuenta los siguientes factores para determinar la mejor disposición y configuración para alcanzar sus objetivos empresariales:
- Sus procesos
- Su trabajo de producción
- Su espacio en el taller
- Su producción deseada
- Carga de trabajo por máquina
- El flujo de productos de su taller
- Simulación en tiempo real de la producción funcionando con la configuración
- Experiencia de realidad virtual
A continuación, encontrará algunos ejemplos de disposiciones generadas para los clientes utilizando este enfoque basado en datos.
EJEMPLOS DE DISEÑOS
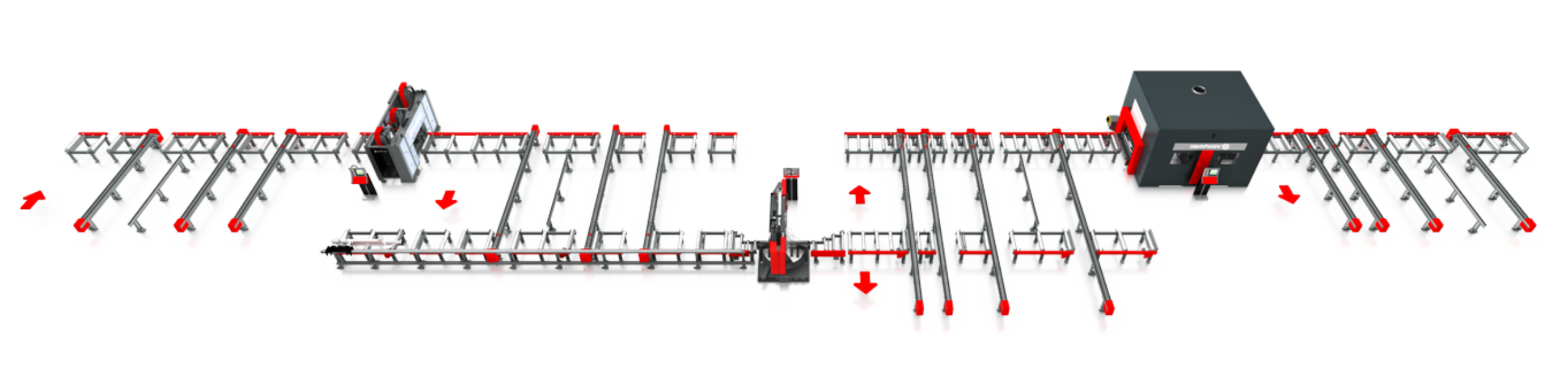
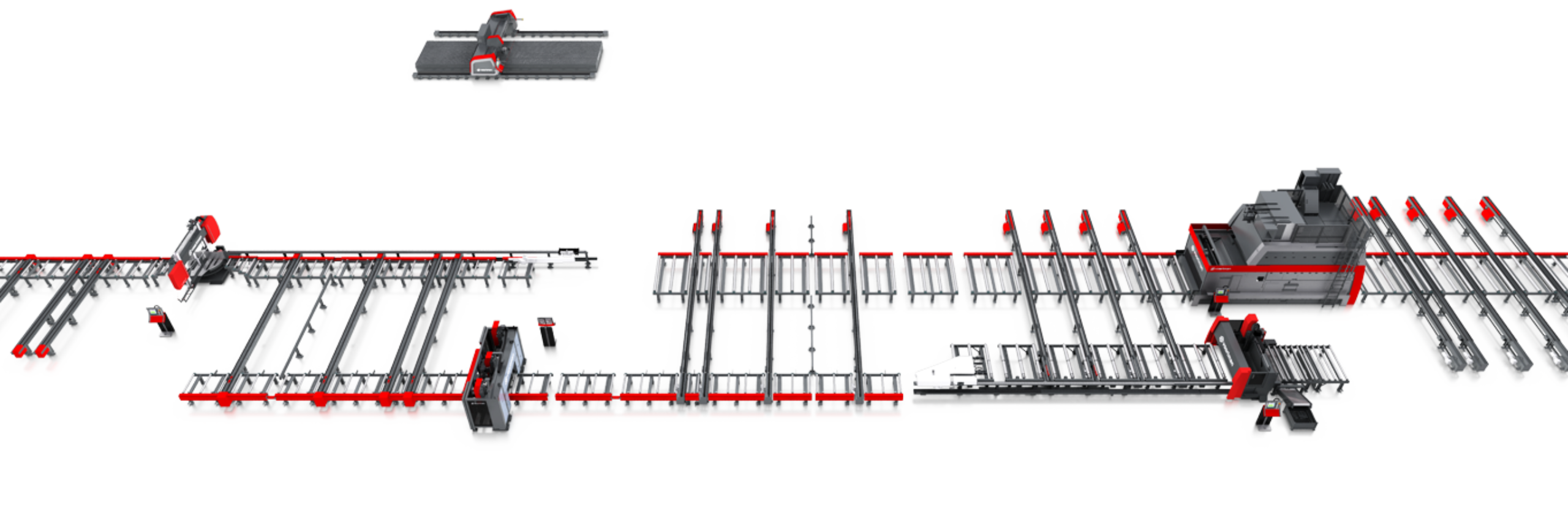
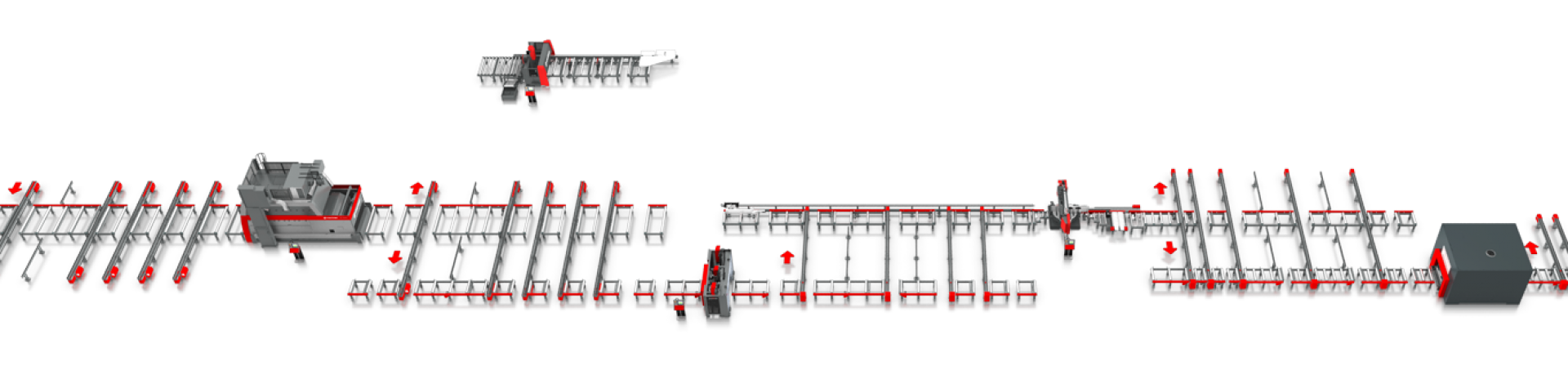
Este ejemplo muestra la disposición y configuración de un fabricante de acero de tamaño medio. En este caso, las vigas anidadas se marcan, taladran y fresan en la V630 / V631. A continuación, los perfiles se transportan automáticamente a la sierra VB1050, donde se cortan a medida. Los perfiles cortados a medida terminados que no necesitan procesamiento adicional por parte de la máquina de entallado se pueden transportar a la derecha después de pasar la sierra. Cuando se necesita la entalladora, los perfiles se transportan automáticamente a la izquierda y se trasladan a la máquina de entallado, para crear remates, bloqueos, preparaciones de soldadura, marcas de disposición y otros cortes complejos.
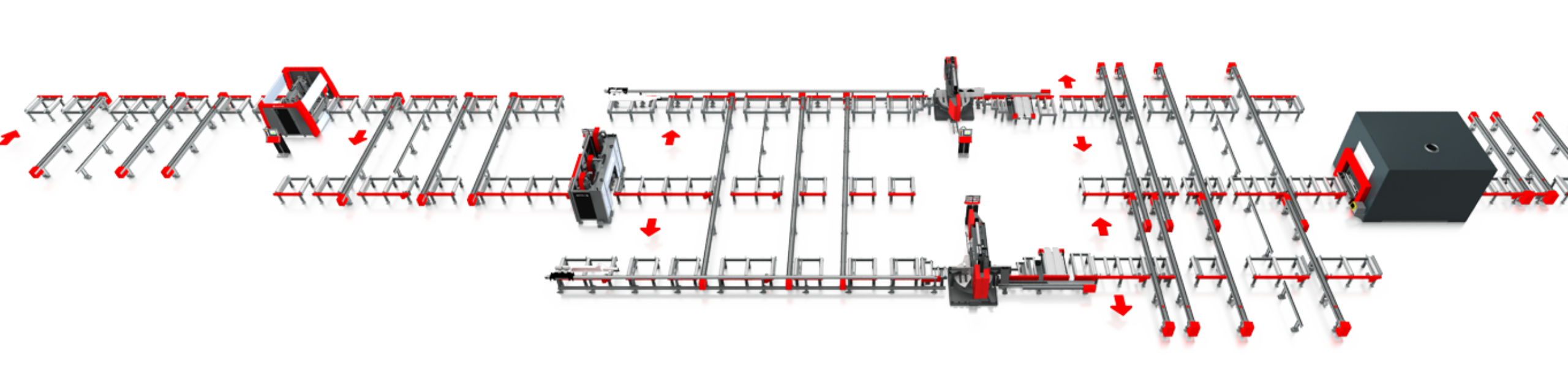
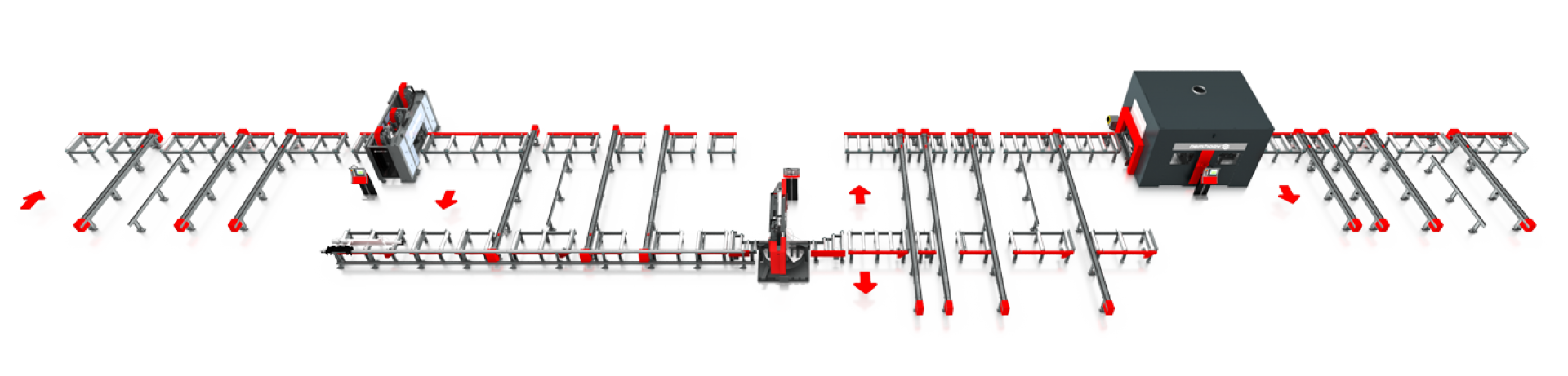
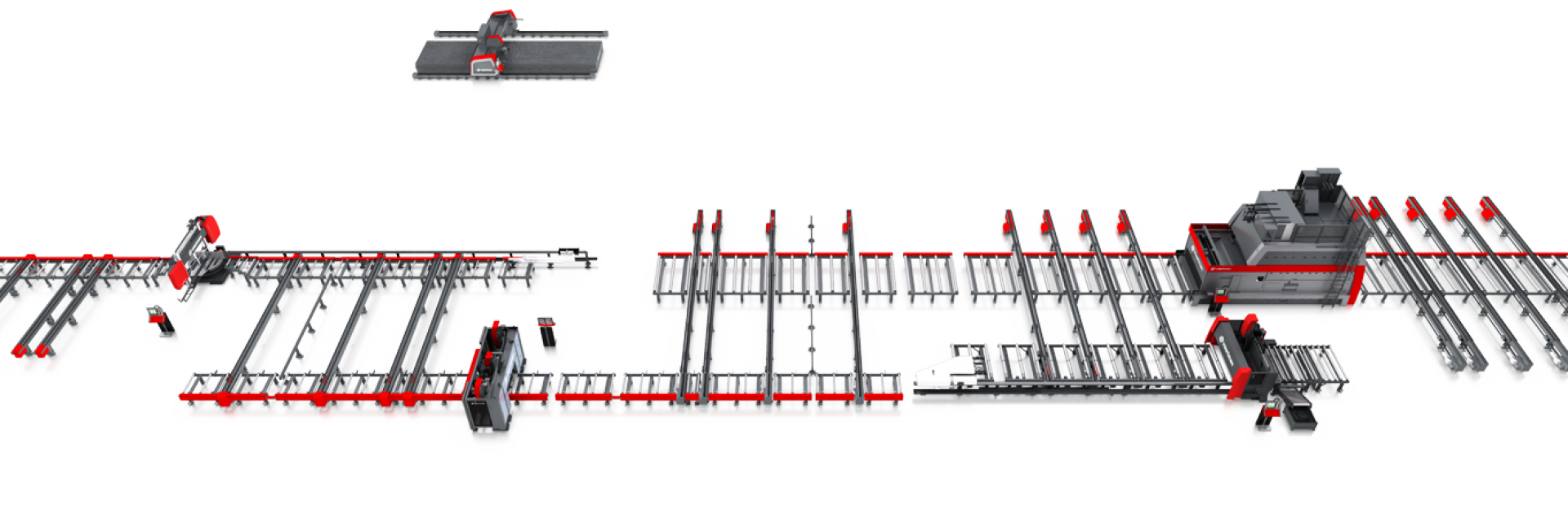
Este ejemplo muestra una disposición y configuración en un fabricante de acero más grande. El análisis de Voortman demostró que este cliente tenía mucho trabajo de marcado en su producción, por lo que se recomendó una máquina de marcado V704 independiente para la disposición. De esta forma, la máquina de marcado V704 puede centrarse en marcar los perfiles, que luego se transportan a la V630 / V631, que taladra los perfiles marcados. La colocación de las dos sierras algo más abajo en la línea de producción en lugar de al principio tiene la ventaja de ser más rápida al requerir menos mediciones iniciales. Las vigas sin procesar con su longitud total pueden atravesar las unidades de marcado y taladrado sin necesidad de detenerse para medirse.
Los datos también demostraron que este cliente realiza más cortes de sierra que la cantidad habitual, por lo que merece la pena invertir en un proceso de serrado altamente automático con dos sierras y un sistema de extracción de productos cortos (SPRS) basado en el volumen. Los perfiles marcados y taladrados se pueden cortar de forma simultánea a la medida y las piezas cortas se transportan automáticamente lateralmente. Cuando se necesita la entalladora, los perfiles se transportan automáticamente a los transportadores transversales de entrada de la rematadora para su procesamiento posterior, como remates, bloqueos o preparaciones de soldadura.
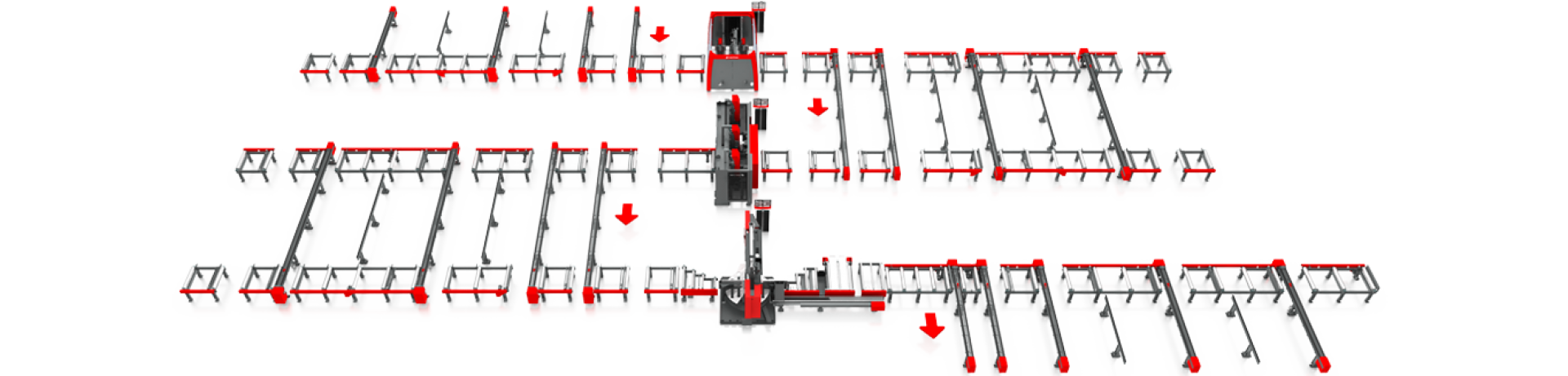
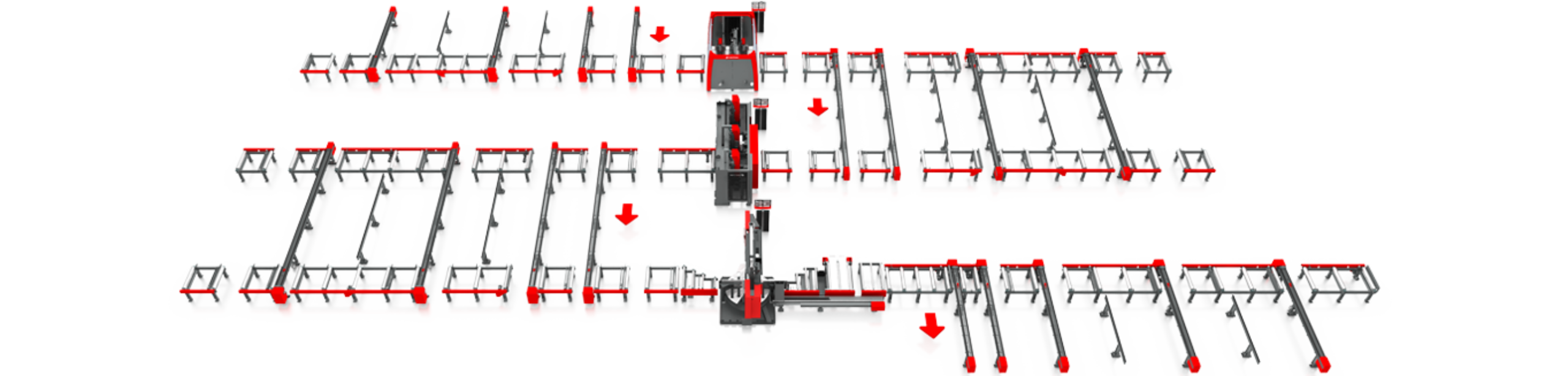
Este ejemplo muestra una disposición y configuración en un cliente que tenía un espacio de taller limitado. Voortman diseñó esta configuración de «doble forma en U» para maximizar el uso del espacio. No se incluyó una máquina de entallado en esta línea de vigas, ya que el análisis demostró que este cliente no tenía suficientes remates ni bloqueos para justificar el valor de una máquina de rematado. El análisis también recomendó añadir una máquina de marcado V704 independiente para manejar un gran volumen de marcado de disposición. De este modo, las máquinas de taladrado V630 o V631 se puede centrar únicamente en taladrar y fresar, aumentando su capacidad y su rendimiento. Los perfiles marcados, taladrados y fresados finalmente se cortan a medida en la sierra VB1050 y se transportan automáticamente lateralmente en los transportadores transversales de salida.
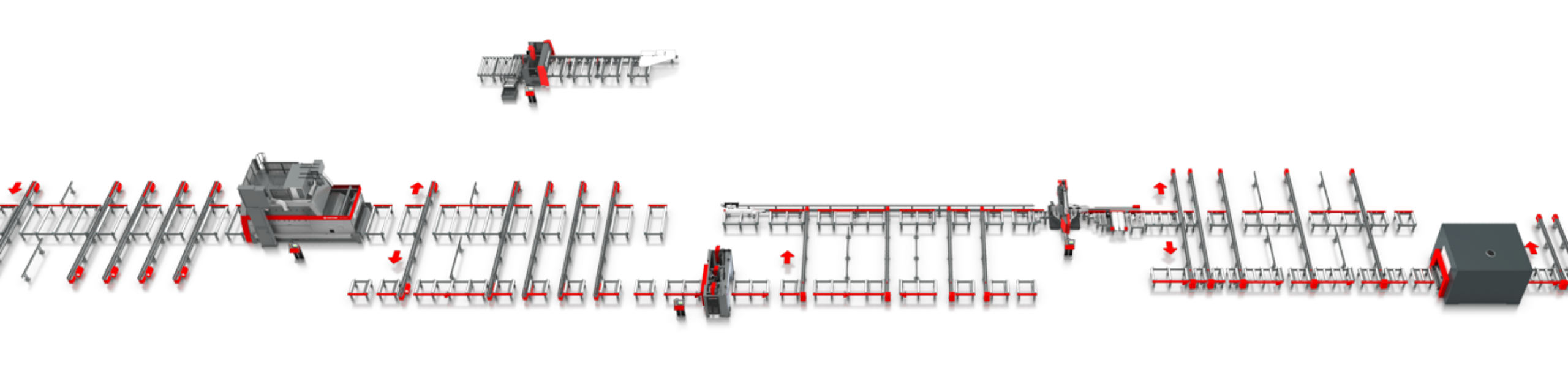
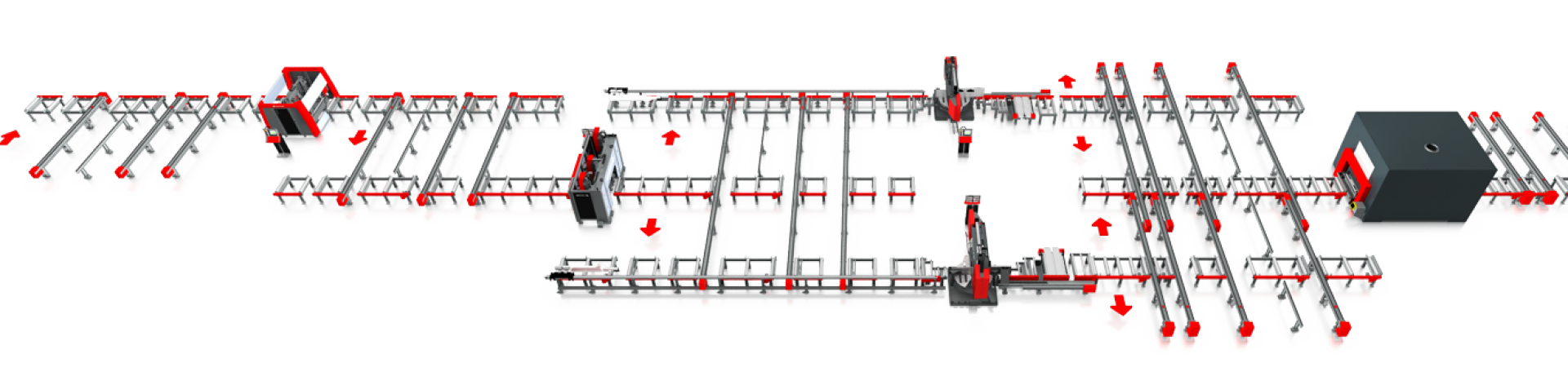
Esta disposición y configuración comienza con el granallado de vigas y placas anidadas. La ventaja del granallado al principio de la línea es que proporciona una mayor eficiencia y menos desgaste en la granalladora VSB. Las placas granalladas se transportan a la izquierda para cortarse y taladrarse en la máquina de corte y taladrado de placas V320. Las vigas granalladas se transportan a la derecha y a la V630/V631 para taladrarse y marcarse, y luego se cortan a la medida con la sierra VB1050. Se incluyó un sistema de extracción de productos cortos (SPRS) en la sierra de este cliente en función de la cantidad de productos cortos de su producción. Los productos cortos y los productos que no necesitan ser procesados en el robot de entallado se transportan a los transportadores transversales de salida izquierdos, mientras que los perfiles que necesitan rematarse se envían directamente al robot de etallado.
Al igual que en el ejemplo 4, la disposición de este cliente comienza con una granalladora VSB. Las placas granalladas se pueden procesar en la V320 como el ejemplo anterior, aunque ahora las placas se transportan automáticamente a la máquina de corte y taladrado de placas V320 de la izquierda conectada a la línea de producción. Se recomendó y añadió una máquina de corte de placas V304 independiente, ya que el análisis demostró que este cliente produce una cantidad significativa de piezas más grandes, como vigas maestras, enjutas y conexiones de cintas. Las vigas granalladas se transportan automáticamente hacia la V630 o la V631 para taladrarse y fresarse antes de cortarse finalmente a la medida con la sierra VB1050. En este ejemplo, el cliente no produce suficientes piezas pequeñas para justificar la adición de un sistema de extracción de productos cortos (SPRS).