





Voortman MO Classic
The versatile and highly accurate pipe cutting machine for complex shapes up to 2.000 mm / 80"
- Versatile and highly accurate pipe cutting machine
- Multi processes with plasma and oxyfuel
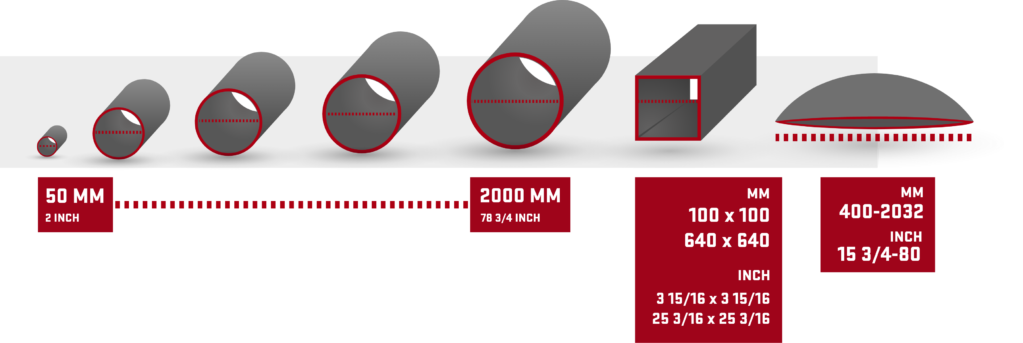
- Round pipes up to 2.000 mm / 80", square and rectangular pipes up to 640 x 640 mm, vessel heads up to 2.000 mm / 80"
- Equipped with 6 or 7 CNC-controlled axes. Adding the optional 7th CNC axis allows you to cut square & rectangular pipes
- 3D cutting performed with plasma and oxyfuel
INTRODUCTION
The Voortman MO Classic is built for high-precision 3D profiling of large-diameter pipes up to Ø2.000 mm. With 6 CNC axes and advanced cutting technology, it delivers precise, repeatable cuts. Even for tough applications. Designed for industries like offshore, shipbuilding, and structural steel, it ensures efficiency and reliability in heavy-duty production. The MO Classic is ready for any challenge. Versatile. Powerful. Built to last.
6 AXIS PROCESSING
EFFICIENT & VERSATILE
COMPACT DESIGN
HIGH QUALITY AND RELIABILITY
CLASSIC SERIES
MAIN BENEFITS
UNMATCHED PRECISION
CUSTOMER EXPERIENCE
''Voortman’s MO machine offered the level of precision and automation we were looking for, enabling us to handle both short segments and complex shapes without additional rework''
Robert van Kaam - Director CCI

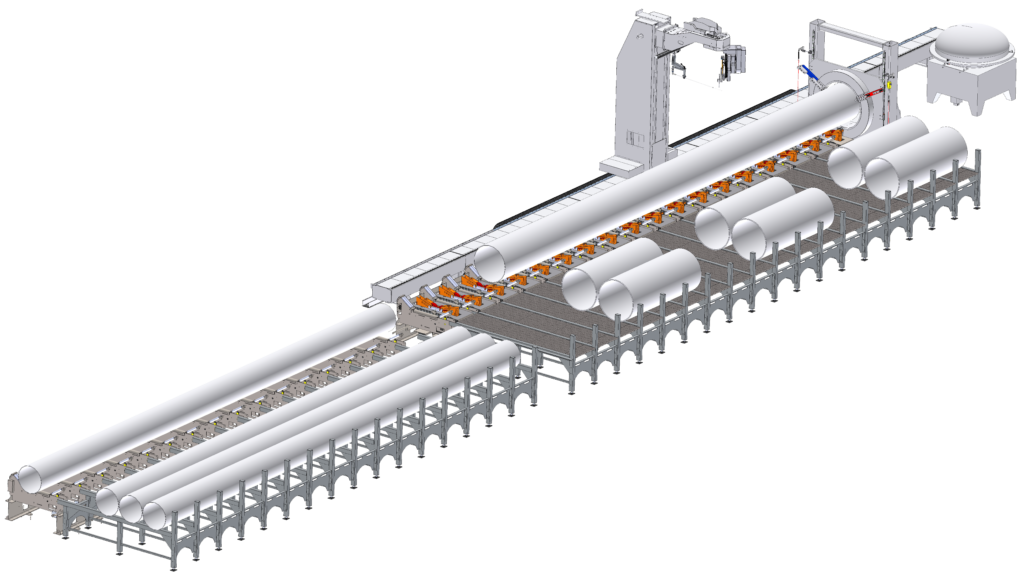
STREAMLINE LOGISTICS, SIMPLIFY HANDLING
AND BOOST PRODUCTIVITY WITH AUTOMATION
Our automated logistics solutions come equipped with infeed racks, infeed conveyors, cutting conveyors, outfeed conveyors, and outfeed racks for streamlined performance. Advantages of our systems include easy pipe handling and up to a 30% increase in productivity.
SPECIFICATIONS
| Voortman MO Classic Series | ||||
|---|---|---|---|---|
| 1200 | 1500 | 2000 | ||
| Weight of standard machine | lbs | 19841.6 | 24250.85 | 28660.09 |
| Number of CNC axes | axes | 6-7 | 6-7 | 6-7 |
| Max. workpiece weight | lbs | 26455.47 | 33069.34 | 44092.45 |
| Min. - max. clampable round pipe diameter | inch | 2 - 48 | 3 1/8 - 60 | 3 1/8 - 80 |
| Max. size of chuck opening | inch | 25 9/16 | 25 9/16 | 37 3/8 |
| Min. - max. clampable square & rectangular pipes dimension | inch | 3 15/16 x 3 15/16 / 16 9/16 x 16 9/16 | 3 15/16 x 3 15/16 / 25 3/16 x 25 3/16 | 3 15/16 x 3 15/16 / 25 3/16 x 25 3/16 |
| Min. - max. cuttable workpiece length | inch | 11 13/16 - 944 7/8 | 11 13/16 - 944 7/8 | 11 13/16 - 944 7/8 |
| Min. - max. wall thickness for cutting with oxy-fuel /plasma | inch | 3/16 - 5 15/16 / 1/16 - 3 1/8 | 3/16 - 5 15/16 / 1/16 - 3 1/8 | 3/16 - 5 15/16 / 1/16 - 3 1/8 |
| Max. torch angle | ° | +/- 70 / 45 | +/- 70 / 45 | +/- 70 / 45 |