





- Automatisierung
- Träger
- MSI
- Blech
- Software
- Stahlbau
Gestaltung Ihres Layouts mit einem datenbasierten Ansatz
Datengesteuerter Ansatz
Jedes Unternehmen und jede Konstruktion ist einzigartig und ein optimales Layout hängt von vielen Faktoren ab. Voortman verwendet einen datengesteuerten Ansatz, bei dem folgende Faktoren berücksichtigt werden, um das beste Layout und die beste Konfiguration zu bestimmen, um Ihre Geschäftsziele zu erreichen:
- Ihre Prozesse
- Ihre Produktionsarbeit
- Ihr Werkstattplatz
- Ihr gewünschter Output
- Arbeitsauslastung pro Maschine
- Ihr Produktionsfluss
- Echtzeit-Simulation der Konfiguration laufender Produktion
- Virtuelle Realitätserfahrung
Nachstehend finden Sie einige Beispiele für Layouts, die für Kunden mit diesem datengesteuerten Ansatz erstellt wurden.
BEISPIELE FÜR LAYOUTS
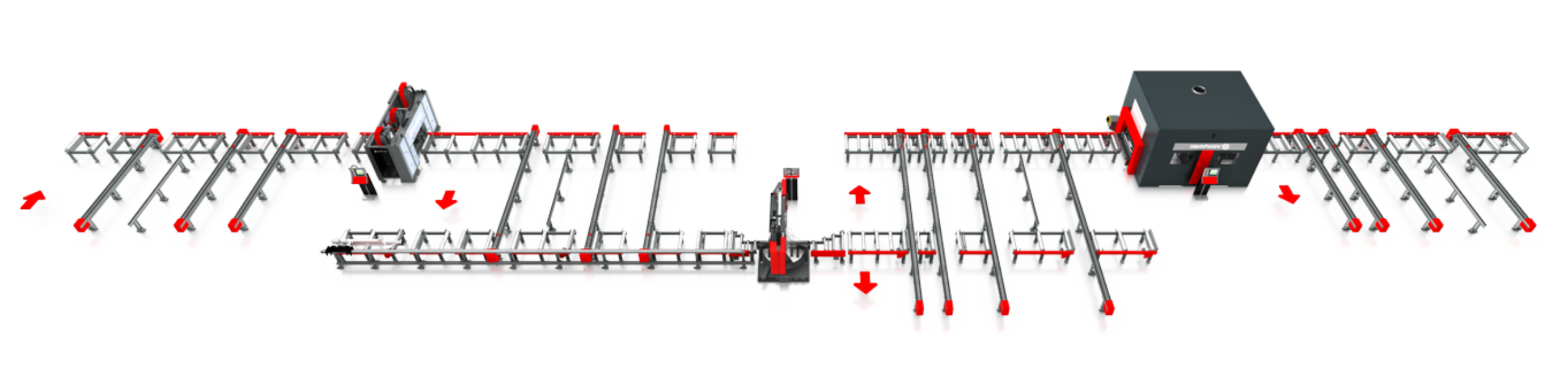
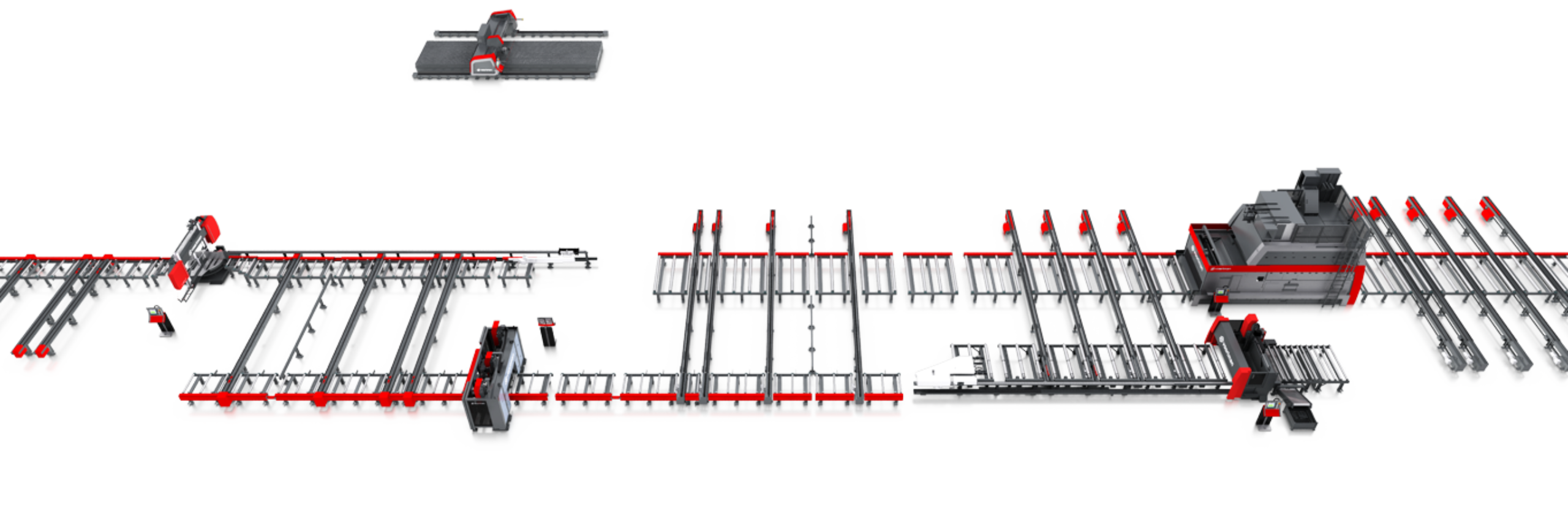
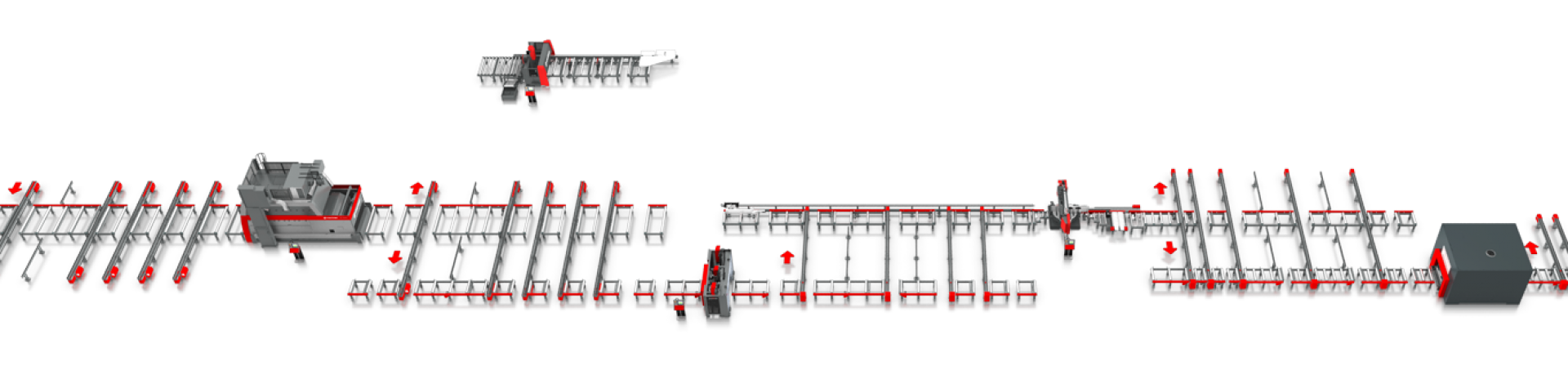
Dieses Beispiel zeigt das Layout und die Konfiguration eines mittelgroßen Stahlbauherstellers. In diesem Fall werde geschachtelte Träger auf der V630 / V631 markiert, gebohrt und gefräst. Die Profile werden dann automatisch zur VB1050-Säge transportiert, wo sie auf Länge geschnitten werden. Auf Länge geschnittene Profile, die keine zusätzliche Bearbeitung des V807 benötigen, können nach dem Passieren der Säge nach rechts abtransportiert werden. Wenn der Plasmaschneidroboter benötigt wird, werden Profile automatisch nach links abtransportiert und zur V807 bewegt, sodass Ausklinkungen, Ausnehmungen, Schweißnahtvorbereitungen, Layoutmarkierungen und andere komplexe Schnitte erstellt werden.
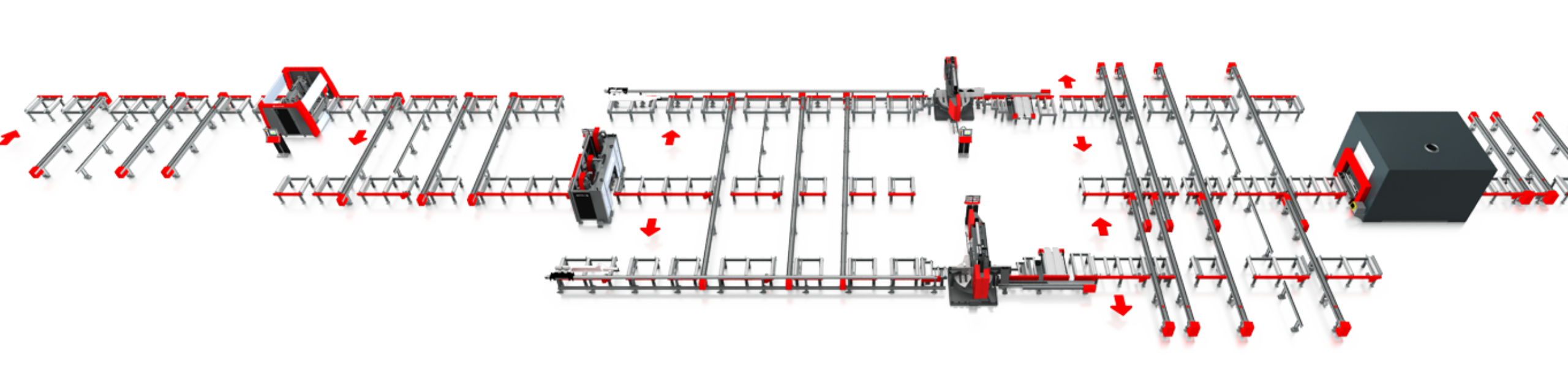
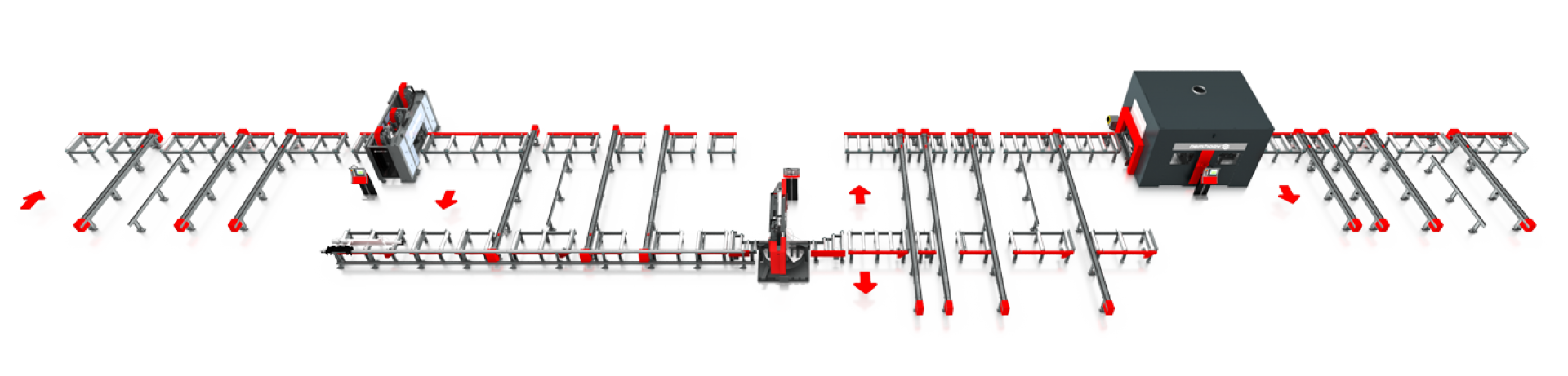
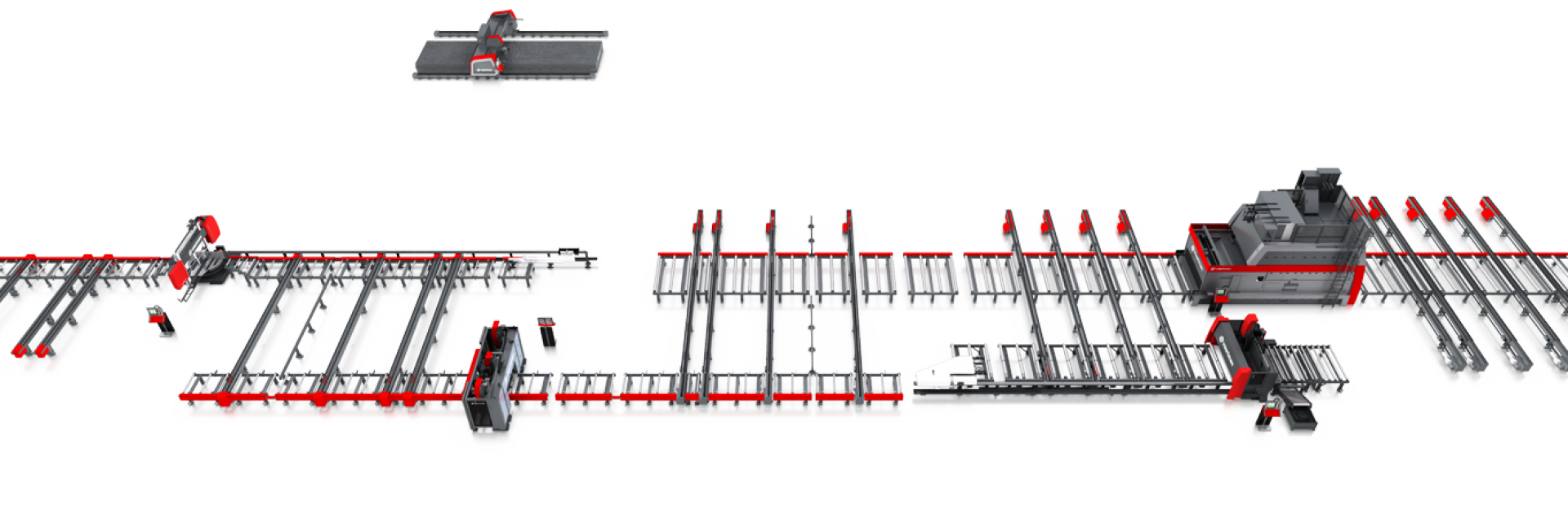
Dieses Beispiel zeigt ein Layout und eine Konfiguration bei einem größeren Stahlbauhersteller. Die Analyse von Voortman zeigte, dass dieser Kunde viel Markierungsarbeit in seiner Produktion hatte, daher wurde eine separate V704-Markiermaschine für das Layout empfohlen. Auf diese Weise kann sich die V704-Markiermaschine auf das Markieren von Profilen konzentrieren, die dann zur V630 / V631 transportiert werden, die die markierten Profile bohrt. Die Positionierung der beiden Sägen etwas weiter hinten in der Produktionslinie anstatt am Anfang hat den Vorteil, dass die Bearbeitung insgesamt beschleunigt wird, da weniger Vorderseitenmessungen erforderlich sind. Lagerlängen können die Markier- und Bohreinheiten passieren, ohne dass sie zum Messen angehalten werden müssen.
Die Daten zeigten auch, dass dieser Kunde mehr als die übliche Anzahl von Sägeschnitten durchführt. Daher lohnt es sich, in einen hochautomatischen Sägeprozess mit zwei Sägen und ein volumenabhängiges Kurzteil-Abführsystem (SPRS) zu investieren. Markierte und gebohrte Profile können gleichzeitig auf Länge geschnitten werden und kurze Stücke werden automatisch seitlich abtransportiert. Wenn der V807 benötigt wird, werden die Profile automatisch zum Querförderer des Roboters transportiert, um weiter bearbeitet zu werden, wie z. B. Ausklinkungen, Ausnehmungen oder Schweißnahtvorbereitungen.
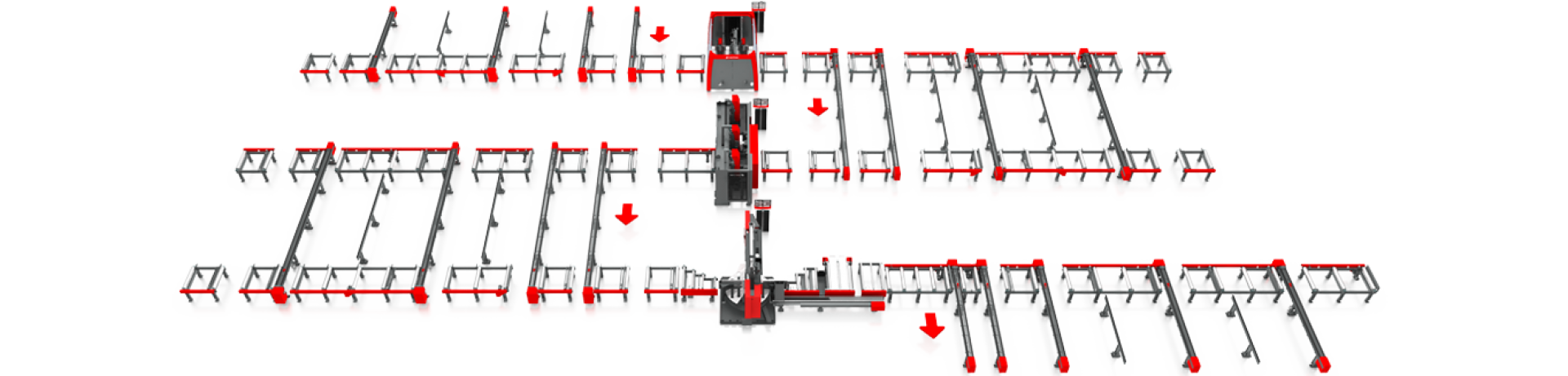
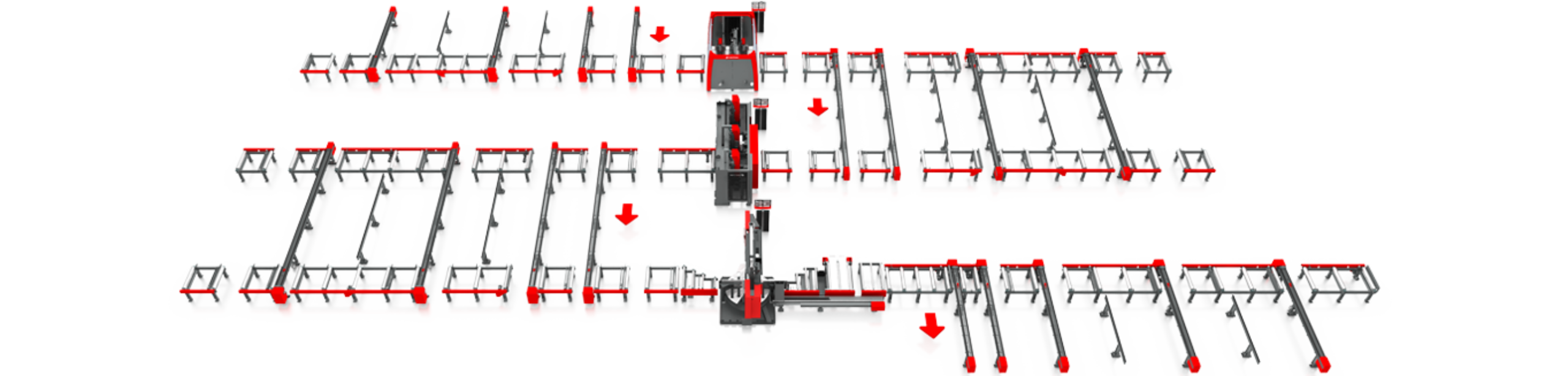
Dieses Beispiel zeigt ein Layout und eine Konfiguration bei einem Kunden, der nur wenig Platz in der Werkstatt hatte. Voortman hat diese "doppelte U-Form" -Konfiguration entwickelt, um die Ausnutzung der Bodenfläche zu maximieren. Ein V807 war in dieser Trägerlinie nicht enthalten, da die Analyse zeigte, dass dieser Kunde nicht genügend Ausklinkungen und Ausnehmungen herstellt, um den Wert eines Plasmaschneidroboters zu rechtfertigen. Die Analyse empfahl außerdem, eine separate V704-Markiermaschine hinzuzufügen, um ein großes Volumen an Layoutmarkierungen zu bewältigen. Auf diese Weise kann sich die Bohrmaschine V630 oder V631 ausschließlich auf das Bohren und Fräsen konzentrieren, wodurch ihre Kapazität und ihr Durchsatz erhöht werden. Die markierten, gebohrten und gefrästen Profile werden schließlich von der VB1050-Säge geschnitten und automatisch seitwärts auf die Abfuhrquertransporte transportiert.
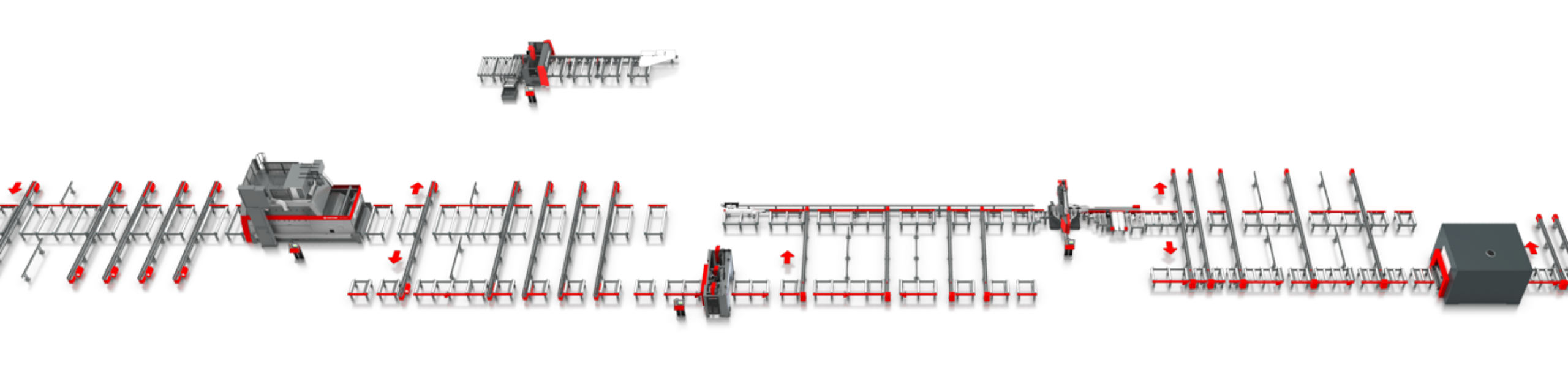
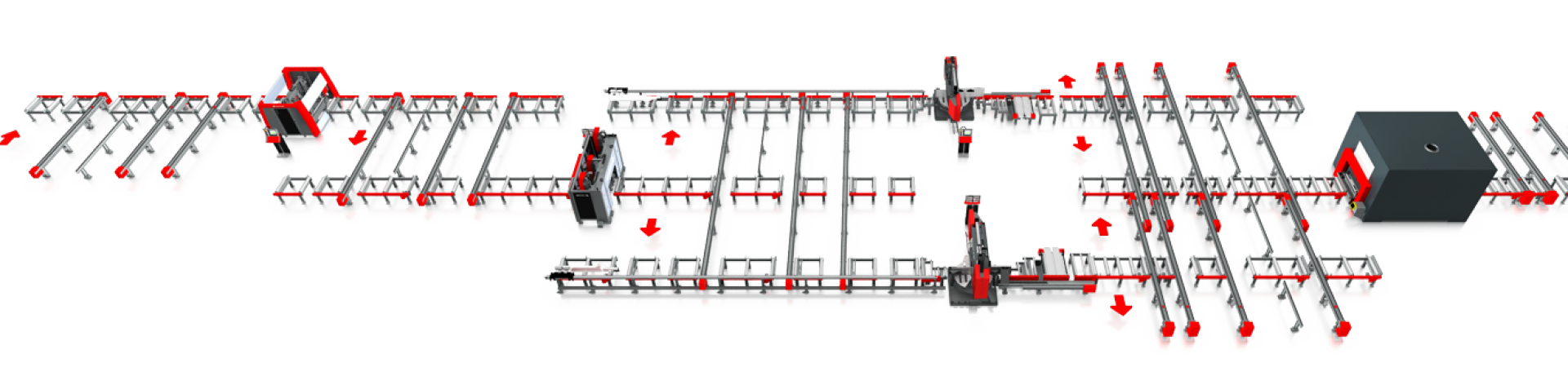
Dieses Layout und diese Konfiguration beginnen mit dem Sandstrahlen von verschachtelten Trägern und Blechen. Der Vorteil des Sandstrahlens ganz am Anfang der Linie liegt darin, dass es eine höhere Effizienz und weniger Verschleiß an der VSB-Sandstrahlmaschine gibt. Die sandgestrahlten Bleche werden nach links transportiert, um an der Blechbearbeitungsmaschine V320 geschnitten und gebohrt zu werden. Gestrahlte Träger werden nach rechts und auf die V630/V631 zum Bohren und Markieren transportiert und dann mit der VB1050 Säge auf Länge geschnitten. Auf der Basis der Menge an kurzen Produkten in ihrer Produktion wurde ein Kurzteil-Abfuhrsystem (SPRS) in die Säge dieses Kunden integriert. Kurze Produkte und Produkte, die auf dem V807 nicht bearbeitet werden müssen, werden zu den Quertransporten der linken Ausgabe transportiert, während Profile, die ein Ausklinken etc. erfordern, direkt an die V807 gesendet werden.
Ähnlich wie Beispiel 4 beginnt das Layout dieses Kunden mit einer VSB-Sandstrahlmaschine. Auf der V320 können gestrahlte Bleche wie im vorherigen Beispiel bearbeitet werden, die Bleche werden jedoch nun automatisch zur mit der Produktionslinie verbundenen Schneide- und Bohrmaschine V320 transportiert. Es wurde eine eigenständige V304-Blechschneidmaschine empfohlen und hinzugefügt, da die Analyse gezeigt hat, dass dieser Kunde eine beträchtliche Menge größerer Teile produziert, wie z. B. Vollwandträger, Vouten und Streifenverbindungen. Gestrahlte Träger werden automatisch zur V630 oder V631 transportiert, um gebohrt und gefräst zu werden, bevor sie mit der VB1050 Säge schließlich auf Länge geschnitten werden. Der Kunde produziert nicht genügend kleine Teile, um das Hinzufügen eines Kurzteil-Abführsystems (SPRS) in diesem Beispiel zu rechtfertigen.
Vollautomatisches System
Gestalten wir ihr layout!
Finden Sie Wege, um Ihre Ziele zu erreichen! Kontaktieren Sie uns noch heute für eine Beratung mit einem unserer Experten! Mit jahrzehntelanger Erfahrung, bewährten Lösungen und unserem reaktionsschnellen, weltweitem Service können Sie Ihre Leistung beschleunigen, mit Voortman einen Unterschied machen und in Ihrem Markt führend sein!