





EINLEITUNG
Die Voortman MO Compact bietet eine präzise 3D-Rohrprofilierung von Rundrohren bis 900 mm. Sie kann Rohre mit einem Gewicht von bis zu 4.000 kg bearbeiten. Ihr kompaktes und effizientes Design sorgt für maximale Leistung. Mit 6 CNC-gesteuerten Achsen bewältigt sie mühelos komplexe Schnitte. Plasma- und autogenes Brennschneiden bieten Vielseitigkeit.
Entwickelt für Branchen wie Offshore, Windkraft und Bauwesen. Maximale Effizienz bei geringem Platzbedarf. Sie erhalten alles in einem kompakten Gerät: schnelle Einrichtung, hohe Präzision und maximale Schnittleistung.
6-ACHSEN-VERARBEITUNG
EFFIZIENT & VIELSEITIG
KOMPAKTE AUSFÜHRUNG
HOHE QUALITÄT UND ZUVERLÄSSIGKEIT
COMPACT SERIES

HAUPTVORTEILE
UNÜBERTROFFENE PRÄZISION
KUNDENERLEBNIS
"Wir schneiden jetzt just-in-time und das ist genau das, was wir brauchten. Wir sind dadurch viel flexibler geworden und haben kurze Kommunikationswege."
Wouter Timmer - Direktor Gema

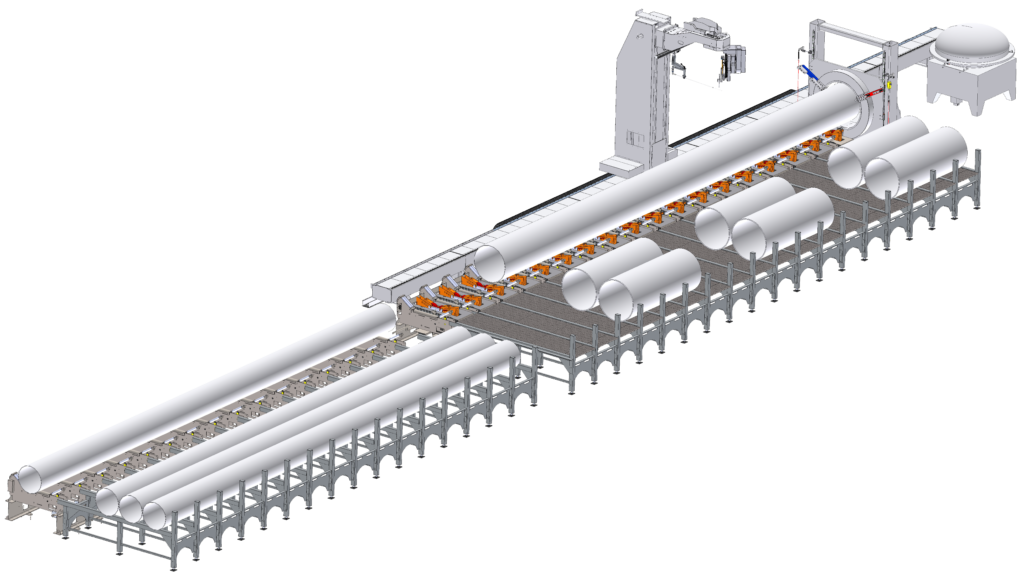
OPTIMIERTE LOGISTIK, EINFACHE HANDHABUNG
UND HÖHERE PRODUKTIVITÄT MIT AUTOMATISIERUNG
Unsere automatisierten Logistiklösungen sind mit Zuführgestellen, Zuführbändern, Schneidbändern, Abführbändern und Ausgabegestellen ausgestattet, um eine optimierte Leistung zu gewährleisten. Zu den Vorteilen unserer Systeme gehören die einfache Rohrhandhabung und eine Produktivitätssteigerung von bis zu 30 %.
SPEZIFIKATIONEN
| Voortman MO Compact Series | |||
|---|---|---|---|
| 600 | 900 | ||
| Gewicht Standardmaschine | lbs | 11023.11 | 13227.74 |
| Anzahl CNC-Achsen | axes | 6 | 6 |
| Max. Werkstückgewicht | lbs | 8818.49 | 8818.49 |
| Min. – max. klemmbarer Rundrohrdurchmesser | inch | 2- 24 | 2 - 36 |
| Min. – max. schneidbare Werkstücklänge | inch | 11 13/16 - 472 7/16 | 11 13/16 - 472 7/16 |
| Min. – max. Wandstärke in mm beim Brennschneiden/Plasmaschneiden | inch | 3/16 - 2 3/8 / 3/16 - 1 3/8 | 3/16 - 2 3/8 / 3/16 - 1 3/8 |
| Max. Brennerwinkel | ° | +/- 60 / 45 | +/- 60 / 45 |