





Voortman MO Classic
Die vielseitige und hochpräzise Rohrschneidemaschine für komplexe Formen bis 2.000 mm
- Vielseitige und hochpräzise Rohrschneidemaschine
- Multiprozesse mit Plasma und Autogen
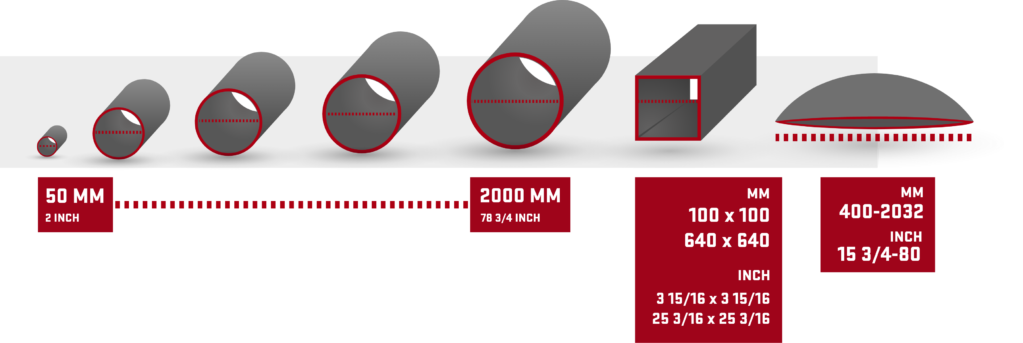
- Rundrohre bis 2.000 mm (80"), Quadrat- und Rechteckrohre bis 640 x 640 mm, Behälterböden bis 2.000 mm (80")
- Ausgestattet mit 6 oder 7 CNC-gesteuerten Achsen. Mit der optionalen 7. CNC-Achse können Sie Quadrat- und Rechteckrohre schneiden
- 3D-Schneiden mit Plasma und Autogen
EINLEITUNG
Die Voortman MO Classic ist für die hochpräzise 3D-Profilierung von Rohren mit großem Durchmesser bis zu 2.000 mm. Mit 6 CNC-Achsen und hochmoderner Schneidtechnologie liefert diese Maschine präzise, wiederholbare Schnitte. Auch unter härtesten Bedingungen. Sie wurde für Branchen wie Offshore, Schiffbau und Strukturstahl entwickelt und gewährleistet Effizienz und Zuverlässigkeit in der Schwerlastproduktion. Der MO Classic ist jeder Herausforderung gewachsen. Vielseitig. Leistungsstark. Langlebig.
6-ACHSEN-VERARBEITUNG
EFFIZIENT & VIELSEITIG
KOMPAKTE AUSFÜHRUNG
HOHE QUALITÄT UND ZUVERLÄSSIGKEIT
CLASSIC SERIES
HAUPTVORTEILE
UNÜBERTROFFENE PRÄZISION
KUNDENERLEBNIS
''Die MO-Maschine von Voortman bot das Maß an Präzision und Automatisierung, das wir suchten, und ermöglichte es uns, sowohl kurze Segmente als auch komplexe Formen ohne zusätzliche Nacharbeit zu bearbeiten.''
Robert van Kaam - Direktor CCI

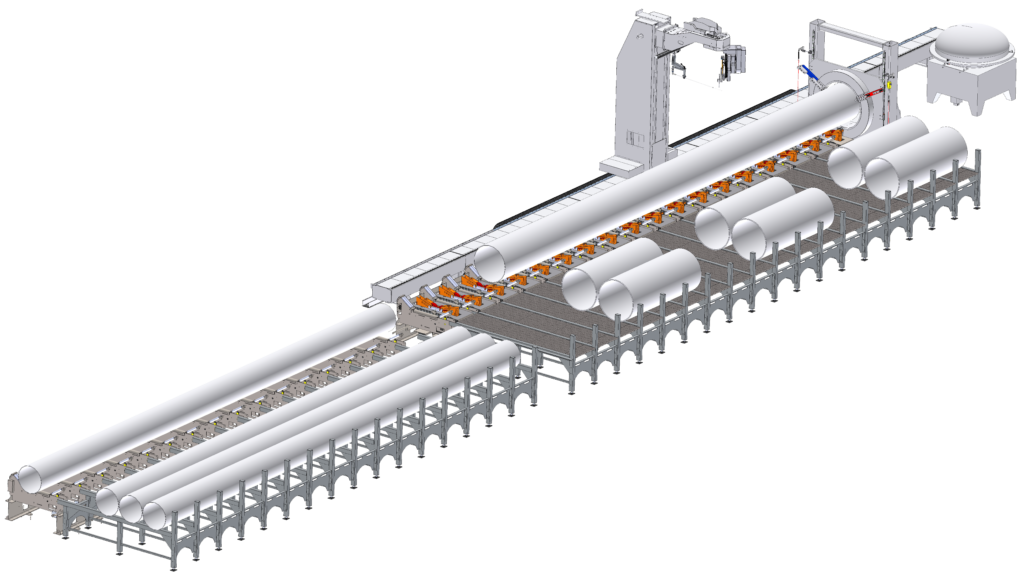
OPTIMIERTE LOGISTIK, EINFACHE HANDHABUNG
UND HÖHERE PRODUKTIVITÄT MIT AUTOMATISIERUNG
Unsere automatisierten Logistiklösungen sind mit Zuführgestellen, Zuführbändern, Schneidbändern, Abführbändern und Ausgabegestellen ausgestattet, um eine optimierte Leistung zu gewährleisten. Zu den Vorteilen unserer Systeme gehören die einfache Rohrhandhabung und eine Produktivitätssteigerung von bis zu 30 %.
SPEZIFIKATIONEN
| Voortman MO Classic Series | ||||
|---|---|---|---|---|
| 1200 | 1500 | 2000 | ||
| Gewicht Standardmaschine | lbs | 19841.6 | 24250.85 | 28660.09 |
| Anzahl CNC-Achsen | axes | 6-7 | 6-7 | 6-7 |
| Max. Werkstückgewicht | lbs | 26455.47 | 33069.34 | 44092.45 |
| Min. – max. klemmbarer Rundrohrdurchmesser | inch | 2 - 48 | 3 1/8 - 60 | 3 1/8 - 80 |
| Max. Größe der Spannfutteröffnung | inch | 25 9/16 | 25 9/16 | 37 3/8 |
| Min. – max. Abmessungen der klemmbaren Quadrat- und Rechteckrohre | inch | 3 15/16 x 3 15/16 / 16 9/16 x 16 9/16 | 3 15/16 x 3 15/16 / 25 3/16 x 25 3/16 | 3 15/16 x 3 15/16 / 25 3/16 x 25 3/16 |
| Min. – max. schneidbare Werkstücklänge | inch | 11 13/16 - 944 7/8 | 11 13/16 - 944 7/8 | 11 13/16 - 944 7/8 |
| Min. – max. Wandstärke beim Brennschneiden/Plasmaschneiden | inch | 3/16 - 5 15/16 / 1/16 - 3 1/8 | 3/16 - 5 15/16 / 1/16 - 3 1/8 | 3/16 - 5 15/16 / 1/16 - 3 1/8 |
| Max. Brennerwinkel | ° | +/- 70 / 45 | +/- 70 / 45 | +/- 70 / 45 |